
国際特許分類[B26B9/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 他に分類されない手持ち切断工具 (2,165) | 手持ちナイフ用の刃 (62)
国際特許分類[B26B9/00]の下位に属する分類
国際特許分類[B26B9/00]に分類される特許
41 - 50 / 53
刃体の刃縁の成形方法

【解決手段】刃体の刃縁11,12,13は、真空処理槽内で陰極側に取り付けた刃体の未処理刃縁5に対し陽極側から不活性ガスであるArを噴出してリアクティブイオンエッチングを施すことにより成形される。所定刃付角θをなす両刃付面6が互いに交差する刃付頂部7からバリ8が突出する未処理刃縁5をリアクティブイオンエッチングにより所定処理時間T1,T2,T3だけ加工して、このバリ8を削り取り、この両刃付面6の一部分を刃付頂部7から所定深さA1,A2,A3だけ削り取って両刃付面6のうち残った部分に刃付面端部6aを形成するとともに、この刃付頂部7から所定深さB1,B2,B3にある刃先頂部15で互いに交差して所定刃先角α,β,γをなす両刃先面14をこの両刃付面端部6aに連続して形成する。
【効果】刃体の刃縁11,12,13を成形するにあたって微細加工性と生産性とに優れた方法を提供することができる。
(もっと読む)
突起物を配設した包丁及び製造法。

【課題】
包丁の刃板面に薄切りしているときの野菜が付着するのを防止すること。
【解決手段】
包丁の刃板面1に突起物5を配設して、薄切り野菜との接触面積を小さくし、剥離効果を持たせて切り離れ性を向上させ、薄切り野菜が刃板面1に付着することを防止できる
(もっと読む)
セラミック製刃物
【課題】包丁本来の機能、使い勝手を損ねず、セラミック製刃物の刃先の欠けの発生を抑制すること。
【解決手段】柄部と、柄部に取り付けられたセラミック製の刃部とからなり、刃部は、切刃稜辺と、切刃稜辺と互いに背面の関係にある背面稜辺と、刃部の先端部に設けられ切刃稜辺に連続し所定の曲率半径を有する円弧状先端稜辺とを有するセラミック製刃物であり、刃部の少なくとも一側面は、背面稜辺から切刃稜辺へ向かって傾斜した大刃面と、大刃面から切刃稜辺にわたって大刃面よりも大きな角度で傾斜した小刃面とからなり、小刃面は少なくとも切刃稜辺から円弧状先端稜辺を通って稜辺の円弧が終了する位置にかけて形成されていること。
(もっと読む)
櫛歯包丁、櫛歯式両手包丁、および櫛歯包丁装置
【課題】食べ易い状態に食材が切れ易く、且つ刃先が損傷し難い櫛歯包丁装置の提供。
【解決手段】櫛歯包丁装置Cは、切刃部分を櫛歯状にした刃身5a、5b(合計六枚)を、櫛歯52、53の刃先が重なり櫛歯54の刃先が交互にずれる様に、スペーサ50により隙間を空けて固定した刃身積層体5の上部にハンドル51を取り付け、このハンドル51を上下に回動させて食材を剪断する構造を有し、支点sを中心とする複数の同心円の一部となる様に全ての櫛歯52〜54を円弧状に形成し、端に位置する櫛歯52、53の歯先を平坦とし、残りの櫛歯54の刃先は、長方形のテーパ面54aおよび平行四辺形のテーパ面を有する片側刃であり、後方下がりに傾斜している。
(もっと読む)
ワンタッチ替え刃型包丁
【課題】長期にわたり、切れ味の良い包丁を提供する。
【解決手段】鋭い刃先をもつカッターナイフの替え刃状の替え刃をワンタッチで脱着可能にすることで、包丁を研ぐということから開放し、切れ味が落ちたら気軽に刃を交換し、常に鋭い刃先で、良い切れ味を保つ。
(もっと読む)
魚料理の喫食用ナイフ
【課題】 調理済みの魚の身の部分を、骨の部分から容易にかつきれいに剥離することを実現することを目的とする。
【解決手段】 柄と刃の位置関係が図2の如く一直線上になく、かつナイフの刃の部分が図2−11の如く曲線を有する肉厚な形状となっている魚料理喫食用のナイフを提供する。
(もっと読む)
刃物及びその製造方法
【課題】 非磁性刃物として、セラミックは硬度が高いが靭性に劣るために欠けやすく、Ti合金の一種であるTi−6Al−4V合金は硬度が不十分のために耐磨耗性に劣り、イオンプレーティングなどの表面処理で硬度を上げても硬化層が脆くて剥離しやすい、ランニングコストが高いなどの問題があった。
【解決手段】 合金組成が重量%で少なくとも、Co30〜40%、Ni30〜35%、Cr18〜26%、Mo6〜11%、かつNb又はWの少なくとも一方を重量%で0≦Nb≦2%、0≦W≦8%含むCo−Ni基合金を用いて刃物にする。
(もっと読む)
性能を高めるための携帯ナイフ刃の固体加工
【課題】携帯具刃の機械的特性を高めること。
【解決手段】携帯具の刃の摩擦攪拌加工のシステム及び法であって、摩擦攪拌加工技術を優れた刃保持力及び刃こぼれ抵抗力を得べく携帯具の刃の特性を変えるために使用する。
(もっと読む)
細部切削用鋼
下記の組成(wt%):C :0.40〜0.60、Si:0.1〜1.0、Mn:0.3〜1.0、Cr:12〜15、Mo:2.5〜4.0、Ni:0〜1.0、Co:0〜4.0、N :0.15〜0.20、残部:鉄および通常存在する不純物を有し、硬さ>56HRCがサブゼロ処理なしで得られ、PRE>25、ただしPRE=%Cr+3.3×%Mo+16×%Nであることを特徴とする鋼。更に、炭化物、窒化物および/または炭窒化物を含有し、炭化物、窒化物および/または炭窒化物の最大径が5μm以下であることを特徴とする鋼。本鋼は種々の切削用途の刃先材料に極めて適している。  (もっと読む)
(もっと読む)
切断刃の製造方法及び切断刃
切断具、特にナイフ、ハサミ、のこぎり、家庭用品、又は工業機械の刃の製造方法であって、刃(1)は、鋼鉄又はステンレス鋼の合金製であり、その周囲の少なくとも1部にわたって延びる、少なくとも1つの刃先(3,103)を持ち、以下の段階を有することを特徴とする方法:a)刃の本体(2, 102)が、刃先もしくは各刃先(3, 103)の近傍に少なくとも1つの自由縁(F;4)を有するようにし、b)粉末状(5, 105)の、刃本体の硬度よりも高い硬度の補完材料(M, M')を少なくとも1つの自由縁(F, 4)に投射し、c)自由縁(4, F)の少なくとも一部にビード(6)やストリップ(109)を形成するため、粉末状の補完材料(5, 105)にレーザー光線(8)を照射し、d)刃先(3, 103)を補完材料(M, M7)でできたビード(6)又はストリップ(109)に形成する。この方法で製造された刃を備えた切断具は、刃の刃先の高い耐磨耗性を示す。 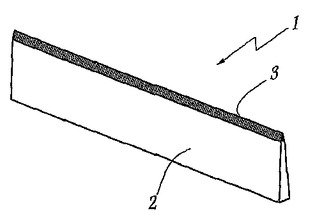 (もっと読む)
(もっと読む)
41 - 50 / 53
[ Back to top ]