
国際特許分類[B26D1/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断刃部の種類または動作によって特徴づけられた被加工材の切断;そのための装置または機械;そのための切断刃部 (1,502)
国際特許分類[B26D1/00]の下位に属する分類
国際特許分類[B26D1/00]に分類される特許
11 - 20 / 35
切断ブレード
食品切断デバイスが、切断面を形成する主部分及び当該主部分に接続されている補強部を含む切断ブレードを含み、少なくとも1つの空洞が主部分と補強部との間に形成されている。 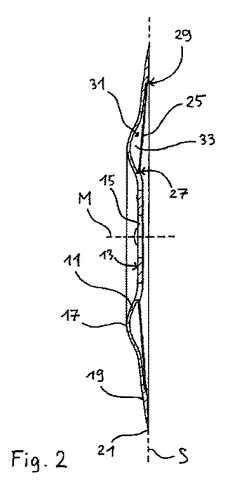 (もっと読む)
(もっと読む)
刃物およびその製造方法ならびにスライス装置
【課題】良好な切れ味を確保しながら高い耐食性を発揮する刃物を提供する。
【解決手段】母材23がオーステナイト系ステンレス鋼からなる刃物であって、刃物の表層部に、母材23のオーステナイト相に炭素が固溶することにより、最大硬度がHv600以上の母材23より硬度の高い炭素固溶硬化層24が形成され、上記炭素固溶硬化層24により刃先21が構成されている。したがって、脆性によって刃付けや再研磨ができないという問題が生じることがなく、高硬度でシャープな刃を立てて、食肉に使用した場合にも優れた切れ味を発揮し、ドリップによる商品価値の低下や食感の悪化という問題が生じにくい。また、従来のマルテンサイト系のものに比べて格段に高い耐食性を発揮する。
(もっと読む)
刃付け方法及び刃付け装置

【課題】高硬度の刃物を、高い再現性、高い量産性で製造する。
【解決手段】レーザー光源11は、概ね5ps(5×10−12s)より短い時間幅を持ち、単位パルス出力の面密度が1J/cm2より小さな、超短パルスのパルスレーザー光、いわゆる非熱的レーザー光を発振することができる。このパルスレーザー光を刃先面22上で集光する集光光学系12が設けられている。刃先面22上の凸部をこの照射箇所221としてこのパルスレーザー光を照射することにより、凸部を除去物30として除去することができ、刃先面22の平坦化を行うことができる。また、流体を刃先面22上に噴出する噴出口13が設けられている。この流体は照射箇所221上を刃先面22に沿って通過するため、パルスレーザー光の照射によって発熱があった場合でも、この流体によって速やかに冷却が行われる。
(もっと読む)
カッター装置及びカッターホルダ
【課題】樹脂等を切断するカッター装置において、カッターホイールの交換を容易にすること。
【解決手段】カッターホイール34Aをカッターホルダ30Aの下端に保持する。ホルダジョイント40Aにはカッターホルダ30Aを保持する保持孔部43を設ける。カッターホルダ30Aの上部には取付部36を設け、ホルダジョイント40Aに装着する。これによってカッター装置にカッターホルダを着脱自在とすることができ、カッターホイールの交換を容易にすることができる。
(もっと読む)
樹脂フィルムの切断方法及び切断装置並びにそれらに用いるカッター
【課題】脆性材料基板の表面が傷ついたり、カッターの刃先が割れたりすることなく、脆性材料基板に積層された樹脂フィルムをカッターできれいに切断する。
【解決手段】刃先の稜線11に対して垂直な下平面12を有するカッター1aを用い、カッター1aの下平面12と脆性材料基板3の表面とが接触するようにして、カッター1aを脆性材料基板3に対して相対移動させて樹脂フィルム4を切断する。ここで、樹脂フィルム4をきれいに切断し且つ脆性材料基板3の表面を一層傷を付けないようにする観点からは、カッター1aの刃先硬度を、脆性材料基板3よりも低く、樹脂フィルム4よりも高くするのが好ましい。
(もっと読む)
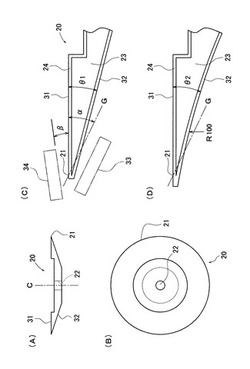
高い耐摩耗性を持つグラニュレータブレード及び該ブレードを鋭利にする方法
冷間加工工具鋼製の、高い耐摩耗性を持つグラニュレータ用のブレードであって、好ましくは高いバナジウム含有率を持ち、かつ加工後に、500℃〜700℃なる範囲の温度にて熱的に処理されている。該ブレードの鋭利化は、適当な操作条件の下で、ダイプレート表面に対して、該ブレードを研磨することによって行われる。 (もっと読む)
テープカッター、テープ用切断刃、テープカッターの製造方法、及びテープ用切断刃の製造方法
【課題】安全性が高く、テープを幅方向に向けて略直線状に切断可能なテープ用切断刃を、低コストで製造できるようにすることを目的とする。
【解決手段】テープ2を繰り出して切断するためのテープカッター1であって、テープを切断するためのカッター部5に、テープが繰り出される方向に沿った平面部11と、それに隣接する凸凹状のギザ面からなる端面部12と、を有する切断刃10を取り付けた。この切断刃の端面部は、テープが繰り出される方向に沿って板面が延びる金属板を帯鋸によって切断することで、帯鋸の移動方向に向けたバリを形成するように構成される。
(もっと読む)
支持体及び研磨粒子を含む材料を切断及び/又は打抜くための方法
【課題】切断及び/又は打抜きの後にクリアな切断縁部が残り、切断された材料の汚染を招く摩耗が生じず、特に、切断された材料を電池において使用する際に短絡を招く金属摩耗が生じず、かつその際、使用する切断工具が長い寿命及びわずかな鈍化を示す、研磨材料を切断及び/又は打抜くための方法を提供する。
【解決手段】支持体及び研磨粒子を含み、その際、研磨粒子が支持体の内側及び/又は支持体の少なくとも一部の表面上に存在している材料を切断及び/又は打抜くための方法において、材料を切断及び/又は打抜くために、セラミック原料で被覆された切断工具又は打抜き工具、又はセラミック原料からなる切断工具又は打抜き工具、又はそれ以外のセラミック原料を含む切断工具又は打抜き工具を使用することを特徴とする方法。
(もっと読む)
平板状刃物
【課題】刃部材の剛性を維持しつつ高価な材料の使用を抑えてコストを低減すると共に、研磨性の良好な平板状刃物を提供する。
【解決手段】平板状刃物10は、刃部材11を台部材15の取付凹部16にろう材あるいは接着剤で固定し、刃部材11の表層12側に切刃稜11aを形成したものである。刃部材11は、高硬度の高速度工具鋼である表層12と、高速度工具鋼より焼き入れ硬化能の低い合金鋼である中間層13と、焼き入れ硬化能のほとんどない軟鋼である下層14を鍛接で接合させることにより形成される。刃部材11は、焼き入れ焼き戻し処理が行われ、表層12が刃物に適した硬度に硬化され、台部材15の取付凹部16に固定される。
(もっと読む)
カッティングブレードおよびアセンブリ
本発明は、包装プロセスでテープを切断するのに役立つカッティングブレード、および、ブレードを使用するカッティングアセンブリまたはバッグシーリングアセンブリを含む。一般に、ブレードは、支持体と、支持体に付設される複数の歯とを備え、 平坦な先端を形成する複数の歯の第1の組は、鋭利な先端を形成する複数の歯の第2の組と鋭利な先端を形成する複数の歯の第3の組との間で支持体上に配置される。 (もっと読む)
11 - 20 / 35
[ Back to top ]