
国際特許分類[B26D1/56]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断刃部の種類または動作によって特徴づけられた被加工材の切断;そのための装置または機械;そのための切断刃部 (1,502) | 被加工材とともに移動する切断刃部を具備するもの,すなわち,フライング切断機 (33)
国際特許分類[B26D1/56]の下位に属する分類
国際特許分類[B26D1/56]に分類される特許
1 - 10 / 12
記録装置、切断方法、及び、プログラム
【課題】連続して搬送される記録媒体の切断を連続して適正に行う。
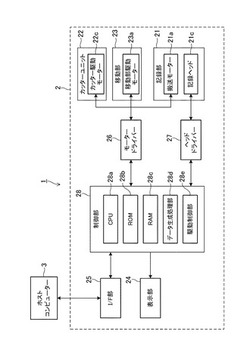
【解決手段】プリンター2であって、記録媒体を一定の搬送速度で所定の搬送方向に連続して搬送するプラテン21bと、記録部21により所定情報が記録された記録媒体を切断するカッターユニット22と、カッターユニットを記録媒体の搬送方向に移動させる移動部23と、所定状態にあるカッターユニットの移動部による移動速度が記録媒体の搬送速度と略等しい速度となるまでに必要な加速時間に基づいて、記録媒体のカッターユニットにより切断すべき切断位置にて当該カッターユニットの加速を終了させるように移動部の駆動を制御する駆動制御部28eと、を備える。
(もっと読む)
円筒部材の製造方法および製造装置

【課題】連続的もしくは間欠的に成形されて送給される薄肉の連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の切断時の、切断刃と連続円筒膜との接触面積を十分小さく抑える等して、連続円筒膜の変形、変位等を十分に防止することで、所定の長さに切断分離された円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の転写ベルト、中間転写ベルト等としての適用を十分可能とする円筒部材の製造方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜1から所定の長さの円筒膜を切断分離させるに当り、連続円筒膜1を、中心軸線と直交する方向に偏平な形状に保持した状態で、前記中心軸線を隔てて配置されて、それぞれの偏平面1aに対向して位置する二枚の切断刃4のそれぞれを、前記中心軸線と直交する方向へ、順次に、往動切断変位および復動切断変位させて、所定の長さの円筒膜を切断分離させる。
(もっと読む)
トレッドスカイバー
【課題】台車走行装置を小型化すると共に、複雑な電気的演算回路を必要とせず、設備導入費及び設備維持費を低減させることができるトレッドスカイバーを提供する。
【解決手段】トレッド切断装置が設けられた台車が、トレッドを搬送するベルトコンベアに組み込まれたトレッドスカイバーであって、台車にはベルトコンベアのベルトを把持する把持手段が設けられており、台車は、把持手段で前記ベルトを把持することにより、前記ベルトの速度と同調する走行速度で移動するトレッドスカイバー。
(もっと読む)
切断装置
【課題】切断手段と被搬送物の速度に誤差が生じることに起因する、シートが正確に切断できないといった問題を解決する切断装置を提供する。
【解決手段】被搬送物1を搬送する搬送手段2と、切断手段3と、切断手段3を移動させる移動手段と、切断手段3の被搬送物1に対する相対位置を固定する位置固定手段4と、を備えた切断装置である。搬送方向移動部材5を設け、搬送方向移動部材5に切断手段3及び位置固定手段4を設ける。位置固定手段4の押さえ部41を下方に移動させて被搬送物1を下方に押さえ付けて位置固定し、切断手段3により切断する。
(もっと読む)
シートカット装置、シートカット方法およびシートカット装置の制御プログラム
【課題】本発明は、搬送速度に追随しながら、基材形状に合わせてカットすることができるシートカット装置、シートカット方法およびシートカットプログラムを提供することを目的とする。
【解決手段】所定寸法の基材3とシート材1とを貼り合わせたラミネート状部材27を形成し、ラミネート状部材27における基材3間のシート材1を切断するシートカット装置Uにおいて、搬送される基材3またはシート材1の少なくとも一方の搬送速度を検出する検出手段6と、検出手段6によって検出された搬送速度に対応させて、ラミネート状部材27における基材3間のシート材1を切断する切断部7,8,9,10を移動させる移動手段11,12とを備えることを特徴とする構成である。
(もっと読む)
用紙処理装置
【課題】連続紙の搬送を停止することなく、連続紙を加工する用紙処理装置を提供すること。
【解決手段】連続紙Pの搬送経路上に設けられたドラム160の外周面160Aに巻き付けられた連続紙Pが、幅方向Wに移動すると共に連続紙Pを切断する切断機210と、切断機210を連続紙Pの搬送速度と同等の速度で搬送方向Eに回転移動させるコントローラ250に制御された駆動モータ162と、を備える用紙処理装置150であれば、連続紙Pの搬送を停止することなく、連続紙Pを加工することができる。
(もっと読む)
成形体切断装置、セラミック成形体の切断方法、及び、ハニカム構造体の製造方法
【課題】切断後の切断面の変形や構成材料の再付着等を防止しつつ、押出成形体を切断することができる成形体切断装置を提供する。
【解決手段】押出成形された柱状のセラミック成形体を搬送する第一の搬送部材と、上記第一の搬送部材の移動方向と平行方向に移動するとともに、鉛直方向にも移動し、上記セラミック成形体の内部を通過することにより、上記セラミック成形体を所定の長さに切断する切断部材と、上記切断部材により所定の長さに切断されたセラミック成形体を搬送する第二の搬送部材とを備え、上記セラミック成形体を切断する前は、上記第一の搬送部材の搬送速度と、上記切断部材の上記平行方向への移動速度とが略同一であり、上記セラミック成形体を切断した後は、第一の搬送部材の搬送速度、上記切断部材の上記平行方向への移動速度、及び、上記第二の搬送部材の搬送速度が後者ほど速いことを特徴とする成形性切断装置。
(もっと読む)
中心部充填型ガム片を連続的に形成するための改良型チェーンカッター
本発明は、ロープ状の中心部充填型消費用製品を個々の一片に連続的に切断するためのチェーン型切断機を含む。この切断機は、複数の第1の開いたダイの空洞部を有する第1の連続的な細長い回転チェーンと、複数の第2の開いたダイの空洞部を有する第2の連続的な細長い回転チェーンとを備える。第1のダイの空洞部および第2のダイの空洞部は、相互に係合してロープ状の中心部充填型消費用製品の周りで閉じたダイの空洞を形成することができ、一片を成形する。本発明は、4個の主要可変因子(ドウェル時間、チェーン長さ、チェーン速度および同時に係合する閉じたダイ空洞の数)を取り入れている。これらの4個の可変因子は、製品の生産量を増大させ、そして中心部充填型消費用製品の十分な封鎖を維持ように変えることができる。 (もっと読む)
電子カムの制御方法
【課題】 同期制御区間と非同期制御区間の変位点において加速度等がスムーズにつながることができ、振動等が発生しない電子カム制御方法を提供すること
【解決手段】 サーボモータを使用した電子カムの制御方法である。制御対象物を一定速度で移動させるための制御を行なう同期制御区間と、その同期制御区間の終了位置から次の同期制御区間の開始位置まで前記制御対象物を移動させるための制御を行なう非同期制御区間とを有し、前記非同期制御区間における制御が、電子カムの位置制御に5次関数を使用し、電子カムの速度制御に4次間数を使用し、電化カムの加速度制御に3次関数を使用することにより、前記非同期制御区間と前記同期制御区間が切り替わる変化点付近の電子カムの動作を滑らかに制御する。
(もっと読む)
走行制御装置、及びその装置における走行制御方法
【課題】材料の後端部分を効率良く切断等することが可能な走行制御装置、及びその装置における走行制御方法を提供する。
【解決手段】トラッキング処理手段201は、後端検出センサー103からの後端検出信号により材料2の後端を検出し、後端位置及び切断予想位置のトラッキングを開始する。材料抜出処理手段202は、材料2の後端が成形ロール23の最終段から抜ける際の切断予想位置とキャリッジ1の位置とが重なるか否かを判断し、重なる場合は、切断見送り信号を出力する。材料停止処理手段203は、材料移動長信号Aにより材料2の停止を確認した後、材在り検出センサー104からの材在り検出信号、切断予想位置、前進限及び待機位置に基づいて材料2が停止した後の切断可否を判断し、切断否の場合に切断不可信号を出力する。
(もっと読む)
1 - 10 / 12
[ Back to top ]