
国際特許分類[B26D3/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断加工の種類によって特徴づけられた切断作業;そのための装置 (976)
国際特許分類[B26D3/00]の下位に属する分類
斜め切り加工 (6)
被加工材表面より材料を除去するものを含む溝切り加工 (22)
被加工材表面より材料を除去しない浅い切断加工,例.切目加工,切り込み加工 (131)
単一直線型以外の切断加工 (69)
被加工材端部への切込み加工,すなわち材料を除去しないである角度,例.90°,で被加工材端部に切断加工するもの (1)
切断による被加工材端部への切欠加工 (5)
棒,管の横方向切断 (79)
立方体またはそれと類似のものを得るためのもの (28)
スライス以外の切片を得るためのもの,例.パイ切断 (170)
被加工材を層状に分割するもの;切断により層状物を相互に分離するもの (196)
2分割装置,例.甘パンを2分割するためのもの (11)
国際特許分類[B26D3/00]に分類される特許
11 - 20 / 258
枝肉の分割方法及び装置
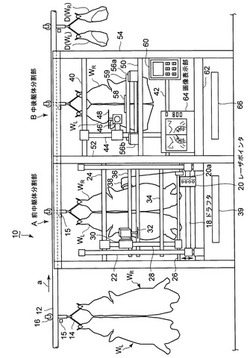
【課題】枝肉の大分割工程で、枝肉の固体差に対応して肋骨等骨部の切断を回避し、滑らかな切断面を形成して骨屑及び肉屑の発生を抑え、切断後の肉部の品質低下を防止する。
【解決手段】枝肉分割装置10は、前中躯体分割部A及び中後躯体分割部Bがレール12に沿って直列配置されている。レール12を移動するギャンブレル14に左右一対の枝肉WR及びWLが懸垂され、前中躯体分割部Aで、レーザポインタ20によって胸骨kの位置にある第1切断点d、g及び肋骨r間の背骨部位の第2切断点e、fを検出し、これら切断点を通る前中躯切断線b、uに沿って前躯体Cを切断する。次に、中後躯体分割部Bで枝肉WR、WLの切断面nを撮像し、これを画像処理して背骨sのもも側最先端関節部の第3切断点h、iを検出し、第3切断点h、iを通る中後躯切断線c,vに沿って中躯体Dを切断する。
(もっと読む)
太陽電池モジュールの製造方法、太陽電池モジュール、製造装置、および、刃部材

【課題】太陽電池セルを樹脂封止する樹脂封止部からはみ出した封止樹脂の樹脂残りによる外形不良の発生を防止できる太陽電池モジュールの製造方法、この製造方法によって製造された太陽電池モジュール、この太陽電池モジュールを製造する製造装置、および、この太陽電池モジュールを製造するときに適用される刃部材を提供する。
【解決手段】太陽電池モジュール1は、第1面2fおよび第2面2sを有する太陽電池セル2と、第1面2fに対向して配置された第1保護基板4と、第2面2sに対向して配置された第2保護基板5と、第1保護基板4および第2保護基板5の間で太陽電池セル2を封止する樹脂封止部6とを備える。樹脂封止部6は、端部6tが内側に向けて凹状とされている。
(もっと読む)
切断刃
【課題】 安全性と耐久性が向上する切断刃を提供する。
【解決手段】 切断刃は、帯板状を有する胴体11と、胴体11の一方端部に形成され鋸歯状に形成された複数の刃先12とを備える。刃先12の各々は、その外縁が胴体11の板厚方向に平行な平坦面13を有すると共に、板厚方向から見て円弧形状を有する先端部14と、先端部14に接続され、切断刃の内方に向かってその厚さが増加する移行部15とからなる。移行部15の一方面は平坦面13に接続する位置から平坦面13に対して直交する第1仮想平面に対して外方に傾斜し、他方面は平坦面13に対して直交する。先端部14の曲率半径は0.15mmに、平坦面13の厚さは0.10mmに、先端部14の先端位置16における移行部15の一方面の稜線28と第1仮想平面とがなす角度は15°に、それぞれ設定されている。
(もっと読む)
高硬度板の製造方法
【課題】カケの発生を抑制しつつ、生産性よく高硬度板を製造する方法の提供。
【解決手段】少なくとも片面に印刷が施された、表面硬度が7H〜10Hである樹脂板を切削して高硬度板を製造する方法であって、切削刃を用いて、印刷のある面の反対側から、回転数が40000rpm以上、送り速度が500〜900mm/分で切削することを特徴とする高硬度板の製造方法。
(もっと読む)
カット刃、電子部品の製造方法、及び電子部品の製造装置
【課題】セラミックブロックを切断する際の切断方向を容易に制御することができるようにする。
【解決手段】カット刃1は、一方の刃部2aの表面粗さが他方の刃部2bの表面粗さよりも細かくなるように形成されており、一方の刃部2aの表面粗さは、他方の刃部2bの表面粗さの1.5倍以上が好ましい。また刃部2a、2bの表面粗さは、算術平均粗さに換算し0.2μm以下であるのが好ましい。前記切断されたときに、表面粗さの細かい方の刃部2aが、分割された一方のセラミックブロック3aに引っ張られるように、カット刃1を切断位置に配する。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
車両用内装材、及び車両用内装材の製造方法
【課題】コストを削減しつつ、端部の見栄えが向上された車両用内装材、及び車両用内装材の製造方法を提供する。
【解決手段】ドアトリムの端部12Tでは、表側表皮シート材34の端部34Tは、コアシート材32の端面32Cに沿って車両幅方向外側へ伸長され、裏側表皮シート材36の端部36Tまで延びている。この表側表皮シート材34の端部34Tによって、コアシート材32の端面32Cがその表面32Aから裏面32Bに渡って被覆されている。また、表側表皮シート材34の端部34Tと裏側表皮シート材36の端部36Tとは、略直角に突き合されて溶着(接合)されている。更に、コアシート材32の表面32Aからコアシート材32の端面32Cに跨る表側表皮シート材34の角部34Kは、コアシート材32の表面32Aから端面32Cに向って円弧状に湾曲されている。
(もっと読む)
電子デバイスおよび表示装置の製造方法
【課題】切断時における電子デバイスへの負担を軽減し、歩留まりを向上させることが可能な電子デバイスおよび表示装置の製造方法を提供する。
【解決手段】本技術の電子デバイスの製造方法は、可撓性基板上に複数の電子デバイスを形成する工程と、可撓性基板を直線刃により電子デバイスごとに切断する工程とを含むものである。
(もっと読む)
撚り形ケーブルの減容方法
【課題】簡単な方法で剛性の高い電力用の撚り形ケーブルを単芯ケーブルに分割し、被覆材(シース部)をチップ化する撚り形ケーブルの減容方法を提供する。
【解決手段】複数の単芯ケーブルを撚って構成された撚り形ケーブルの単芯ケーブルを電線とシース部に分離してシース部を減容する撚り形ケーブルの減容方法において、撚り形ケーブルを所定長さに切断する切断工程と、切断された撚り形ケーブルを複数の単芯ケーブルに分割する分割工程と、分割された単芯ケーブルを電線とシース部に剥離する剥離工程と、剥離されたシース部を粉砕する粉砕工程からなることを特徴とする。
(もっと読む)
フィルムの裁断方法
【課題】るフィルムの裁断方法を提供する。
【解決手段】このフィルムの裁断方法は、連続的に走行されるフィルムを、互いの刃先の一側面を摺接させるようにして回転する上刃31と下刃41との間に挿入し、走行方向に沿ってかつ幅方向に分割するように裁断するもので、上刃31として、その刃先角θ1が30〜80°で、下刃に対向する面の面粗さRzが0.2Z以下を用いると共に、下刃41に対する上刃31の侵入深さDが0.2〜0.5mmとなるように、上刃31と下刃41とを摺接させ、平均厚みが40〜230μmのフィルムを裁断する。
(もっと読む)
11 - 20 / 258
[ Back to top ]