
国際特許分類[B26D5/20]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断,切抜,型抜,打抜,穴あけ,または切断刃以外の手段による切断のための装置を操作および制御する装置 (570) | 刃部および材料供給とが関連動作を行うもの (230)
国際特許分類[B26D5/20]の下位に属する分類
機械的に関連動作を行うもの (5)
材料供給手段側の制御手段が刃部を駆動させるもの (32)
記録保持部の走査によって制御される刃部をもつもの (164)
国際特許分類[B26D5/20]に分類される特許
1 - 10 / 29
切断装置及び保持部材
【課題】被切断物を保持部材に確実に保持して正確に切断することができる切断装置、及び切断装置に用いられる保持部材を提供する。
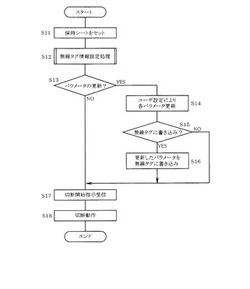
【解決手段】切断装置は、被切断物を剥離可能に保持する粘着層を有し、被切断物を粘着させて保持した状態で前記切断装置にセットされる保持部材と、前記保持部材に設けられ、切断に関する切断情報が書き込まれた無線タグと、前記切断装置に前記保持部材がセットされた際に、前記無線タグから前記切断情報を読み取る読取手段とを備える。前記切断装置の制御手段は、前記読取手段により前記無線タグから前記切断情報を読み取る(ステップS12)。そして、制御手段は、読み取った前記切断情報に基づいて切断手段を制御する(ステップS18)。
(もっと読む)
カッターユニット

【課題】他の印刷装置に組み込まれるカッターユニットにおいて、組み込まれる先の装置での制御の設計の労力を低減させるとともに、動作の品質を適切に確保する。
【解決手段】カッター刃120と、カッター刃120が基準位置P0にあるか否かを検出するスイッチ130(位置センサ)と、カッター刃120を駆動するモーター140およびモーター140のドライバーIC150(ドライバー回路)と、組み込み先の印刷装置200からの動作指令(フルカットまたはパーシャルカットの別)を受けて、カッター刃120をその動作指令に適合して動作させるように、スイッチ130の検出結果に基づいてドライバーIC150を制御する制御IC160(カッター制御手段)とを備える。
(もっと読む)
ラベル作成装置
【課題】モータ数を低減して装置全体の小型化や軽量化を図ることができる、ラベル作成装置を提供する。
【解決手段】駆動モータ43の一方向への回転に伴う押圧ローラ52の駆動ローラ51に対する進退動作、及び、可動刃41のテープ搬送経路に対する進退動作を、互いに連携した所望の態様に調整し、可動刃41によるラベル用テープ109の切断完了後、所定期間の間は、押圧ローラ52が接触位置にあるように、押圧ローラ52と可動刃41とを連携して進退可能とする。
(もっと読む)
用紙加工装置
【課題】用紙搬送方向に対して直交する方向に用紙を裁断する裁断機構と、該裁断機構の用紙搬送方向両側の第1及び第2の搬送ローラ及びそれらを独立に駆動する駆動機構と、制御部と、紙受け部とを備え、裁断機構により前記各用紙を複数の製品に裁断する用紙加工装置において、裁断後の先行製品と後行製品との間に所定値以上の排出間隔を確保する。
【解決手段】用紙搬送方向に隣り合う先行製品と後行製品との間の切除領域の用紙搬送方向の切除幅が基準値以上の場合は、第1及び第2の搬送ローラ11,12が常時同期作動して連続裁断を行う連続裁断モードを実行させ、前記切除幅が0から前記基準値未満の場合は、前記第1の搬送ローラ11を一時停止させ前記第2の搬送ローラ12のみを作動させることにより、裁断後の前記先行製品と前記後行製品との間に所定値以上の排出間隔を確保する間隔調整モードを実行させることとし、両モードは切換自在とする。
(もっと読む)
シート切断装置およびシート切断方法
【課題】 切断されるシートの長さが多様であっても、長さに応じて搬送手段を作動させることができるシート切断装置を提供することを目的とする。
【解決手段】 第1の搬送手段と第2の搬送手段は停止し、上流側搬送手段はシートを第1の搬送速度で搬送している状態で第1の搬送手段と第2の搬送手段の間でシートを切断し、シート切断後に、前記第1の搬送手段は前記第1の搬送速度より速い第2の搬送速度で搬送することによって停止中に形成されたシートの弛みを減少させ、シート切断後に、前記第2の搬送手段は前記第1の搬送速度より速い第3の搬送速度で切断された下流側のシートを搬送し、前記第3の搬送手段はシート切断中にシートを挟持している場合は前記第3の搬送速度で、シートを挟持していない場合は前記検知手段がシートを検知した後に前記第3の搬送速度、又は第4の搬送速度でシートを搬送する。
(もっと読む)
異物排除装置
【課題】製造ラインで原材料を検査して異物を排除する際に、異物と共に排除される原材料の量を少なくして無駄を省く。
【解決手段】異物排除装置1は、ベルトコンベア2と、搬送される原材料Mに含まれた異物Fを検出するエックス線源4及びセンサ5を有し、位置情報検出手段6により原材料における異物の2次元の位置情報を取得する。さらにくり抜き手段9が該位置情報を受けて異物の2次元の位置に位置決めされ、下降して原材料に切り込むことにより、異物Fと異物Fの周囲にある原材料Mの一部のみを切断して除去する。
(もっと読む)
スポンジ・カッターの切断装置
【課題】打抜後の製品を打抜刃から分離するために打抜型に貼り付けるスポンジを、長い筋状スポンジから自動的に切断・製作する装置を提供する。
【解決手段】抜型1における切刃2のCADデータに基づいて、長い筋状スポンジから切断全長を決定するとともに、途中の方向転換する点、または円弧の部分に切込43を金型により入れることにより、抜型1に貼るスポンジを切断する。スポンジを切断する金型は例えば4種類の切込刃を備えており、切刃2のCADデータに基づいて各刃を使い分ける。
(もっと読む)
ラベルを切断するための切断装置および切断方法、ならびにラベル貼付装置
【課題】切断部と逆圧ローラを備えるラベル切断の為の切断装置を提供する。
【解決手段】切断部はラベルストリップの長さ方向に縦に配置された複数のラベルを設けるラベルストリップを個々のラベルに切分け、切断部はその周りで回転可能な第1軸内に切断手段を有する。逆圧ローラはラベルストリップを配置し、第1軸に対し平行に配置された第2軸の周りで回転可能で、第2軸に対し本質的に平行に逆圧ローラの外側表面上に設けた1以上のカウンタ切断バー6を有する。1以上のカウンタ切断バー6は、第2軸に対し平行なカウンタ切断バー6の長さ未満の第2軸に垂直な幅を有する。1以上のカウンタ切断バー6は、切断部がラベルを切断する際にカウンタ切断バー6と接触する切断位置をカウンタ切断バー上で移動可能な幅を有する。切断装置1は切断されたラベルを貼付ける為のラベル貼付装置内に存在し得る。
(もっと読む)
製本装置及び画像形成システム
【課題】束状に部揃え集積したシート束に接着剤を塗布して綴じ処理する際に、後続するシート束の処理を短時間で効率的に処理することが可能な製本装置を提供する。
【解決手段】シートを部揃え集積する集積手段と、この集積手段からのシート束を接着剤塗布位置、表紙綴じ位置、断裁位置の順に案内する製本処理経路と、この経路に接着剤塗布手段、表紙綴じ手段、断裁手段の順に配置する。そしてシート束を移送する束搬送手段の制御手段を表紙綴じ位置からシート束を下流側に移送する際に、予め設定された接着剤の冷却時間の経過前にシート束を断裁位置に移送すると共に、この断裁位置で所定の冷却時間が経過した後に断裁処理するように構成する。
(もっと読む)
材料のスライス方法及びスライス装置
【課題】魚体のフィーレFのスライス方法において、切身の定量度を高める。
【解決手段】材料を切断受部6側へ間欠的に送り込み、材料送りを停止している間に、該切断受部6に近接して材料送り移行路を横切る切断刃21によって材料をスライスする方法であって、切り分けた材料の排出側位置にて材料の切断面Faに向けて配備したカメラ4によって切断面Faを撮影し、その撮影画像に対して、予め設定された色で占める部分の画像面積を計測し、目標断面積或いはその補整値を前記画像断面積で除した値をベースにして切断毎の材料送り量を決定する。
(もっと読む)
1 - 10 / 29
[ Back to top ]