
国際特許分類[B26F1/38]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 切抜;型抜 (459)
国際特許分類[B26F1/38]の下位に属する分類
プレス式,例.ラム式 (125)
刃部;ダイ (242)
国際特許分類[B26F1/38]に分類される特許
1 - 10 / 92
ダイロール装置
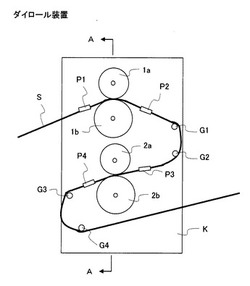
【課題】 小さいスペースで作業性が良く、表裏に切り込み加工を行うことが可能なダイロール装置を提供する。
【解決手段】 第1のダイロール1aと、第1のダイロール1aの下方に用紙Sを通すための所定の間隔を設けて、第1のダイロール1aの下方に配置された第1の受胴1bからなる第1のダイロールユニット1と、第1のダイロールユニット1の下流側に位置し、第1のダイロールユニット1の下方に設置され、第2のダイロール2aと、第2のダイロール2aの下方に用紙Sを通すための所定の間隔を設けて、第2のダイロール2aの下方に配置された第2の受胴2bからなる第2のダイロールユニット2を有することを特徴とする。
(もっと読む)
ゲルシート切断刃への油供給装置およびゲルシート製造装置

【課題】長尺状ゲルシートを切断または半抜き可能なゲルシート切断刃にゲルが付着することを防止するゲルシート切断刃への油供給装置とこの油供給装置を備えるゲルシート製造装置を提供すること。
【解決手段】塗布油21を溜めたオイルパン22から塗布油21を吸着させる供給ロール23と、供給ロール23からの塗布油21を受けてカットロール12に転写する転写ロール24と、供給ロール23および転写ロール24を支持する塗布用ロール支持具25とを備え、両ロール23,24のうち少なくとも転写ロール24の表面を多孔質材で形成し、また、塗布用ロール支持具25が供給ロール23および転写ロール24を水平移動自在に支持する油供給装置20とした。
(もっと読む)
ロータリーカット用金型及びこれを用いたロータリーカッター
【課題】輪郭の一部に直線部を有するブランク材を安定して切り出すことができ、耐久性に優れたロータリーカット用金型及びこれを用いたロータリーカッターを提供する。
【解決手段】カッターロール1は、円柱状のロール部4と、ロール部4の外周面に形成されたカット刃5とを含む。カット刃5は、先端に刃が形成された先細りの凸条であり、ロール部4の外周面上においてブランク材の輪郭に対応する3次元形状を描くように形成されている。ブランク材の対向する一対の辺を切断するための部分刃6a及び6cの刃先は、ロール部の外周面上の異なる2点を最短経路で接続する曲線を描くように延び、ロール部の中心軸を含む平面上に位置していない。より詳細には、ロール部4の外周面及びカット刃5を平面上に展開した場合、部分刃6a及び6cは、回転方向に延びるロール部4の一辺と直交する直線に対して、所定角度をなす直線となる。
(もっと読む)
吸収性物品のワークのカッター装置
【課題】カッターロールに対するアンビルロールの姿勢を良好な状態に維持しつつ、アンビルロールの中央部の撓みを効果的に抑制してカッター刃の切断性を良好にする。
【解決手段】カッター刃21が突出して設けられたカッターロール20と、カッターロール20に対向して配された外周面によってカッター刃を受けるアンビルロール40と、アンビルロール40の外周面に所定の当接部位55で当接してアンビルロール40を押圧することにより、アンビルロール40の撓み変形を抑制するバックアップロール50と、を有する。カッターロール20の回転軸C20に沿う方向の端部側の位置には、アンビルロール40の外周面に当接する環状凸部25が設けられている。バックアップロール50の前記当接部位55は、回転軸C50に沿う方向の両端部に位置し、且つ、前記回転軸C50に沿う方向に関して前記環状凸部25よりも中央側に位置している。
(もっと読む)
金属箔の加工歪矯正装置及び加工歪矯正方法
【課題】微細孔加工を行った金属箔の反りを矯正する金属箔の加工歪矯正装置及び加工歪矯正方法を提供する。
【解決手段】微細孔加工を行った金属箔50を、エンボス加工凸部11が形成されたエンボス加工用成形ロール10及び受けロール20にて挟み、受けロール20上の金属箔50をエンボス加工用成形ロール10にてロール間の管理された隙間にて押圧することで、エンボス加工凸部11によって金属箔50にエンボス加工を施し圧延ユニット130、131により圧延する
エンボス加工凸部11は微細孔加工を行う微細孔成形ロール70に形成した微細孔加工凸部71の配列と、実質的に異なるような配列とすることで、金属箔50に生じた反りを矯正することができる。
(もっと読む)
ダイの固定装置
【課題】 プレート・ダイであってもブロック・ダイであっても、ダイを所定後へ容易に移動可能で、かつ位置の微調整が容易であるダイの固定装置を提供する。
【解決手段】 絵柄が形成されたブロック・ダイ4はボルト5によってベース・ブロック3に取り付けられている。ベース・ブロック3は、胴の周面に円周方向に延在する溝2に係合する係合部材6と、この係合部材6に螺合するボルト7とによって胴の周面に固定される。ベース・ブロック3の留めフランジ3bには、ボルト7が挿通される長孔3cが設けられており、この長孔3cは溝2と直交する方向(胴軸方向)に延在している。
(もっと読む)
振動減衰手段を有する回転式切断装置
【課題】回転式切断装置の第一及び第二のシャフトの安定性を改善する。
【解決手段】本発明の回転式切断装置2は、フレーム4と、第一の回転軸線A−Aの周囲に同軸に配置された第一のシャフト10と第一のシャフトに同軸に配置された第一のドラム12とを備える第一の回転式デバイスと、第二の回転軸線B−Bの周囲に同軸に配置された第二のシャフト24と第二のシャフト24に同軸に配置された第二のドラム26とを備える第二の回転式デバイスとを具備する。さらに、本発明の回転式切断装置2には、少なくとも第一のシャフト10の受動的な振動減衰のための手段46が設けられ、手段46が、第二のドラム26に対する、第一のドラム12の衝撃に起因する振動を減少させることができる。
(もっと読む)
振動減衰手段を有する回転式切断装置
【課題】回転式切断装置の第一及び第二の回転式デバイスの安定性を改善する。
【解決手段】本発明の回転式切断装置2は、フレーム4と、第一の回転軸線A−Aの周囲に同軸に配置された第一のシャフト10と第一のシャフトに同軸に配置された第一のドラム12とを備える第一の回転式デバイスと、第二の回転軸線B−Bの周囲に同軸に配置された第二のシャフト24と第二のシャフト24に同軸に配置された第二のドラム26とを備える第二の回転式デバイスとを具備する。さらに、少なくとも前記第一のシャフト10の受動的な振動減衰のための手段46が設けられ、受動的な振動減衰のための前記手段46が、筐体48を有する質量ダンパ47と前記ハウジング48の内部において移動できるように配置された緩衝体50とを具備し、前記質量ダンパ47が、前記第一の一対のベアリング筐体14と結合される。
(もっと読む)
ロータリーダイカッターのダイカットロール
【課題】ダイカットロールの刃型を、電極シートを貫通して樹脂フィルム厚さの途中まで切り込ませて切断する場合に、電極シートを確実に製品となるワーク側で切断できるとともに、切断されたワークにヒゲを生じさせない。
【解決手段】ダイカットロール1の刃型2の断面が、ダイロール本体3外周側に向かうに従いダイ軸線に直交する刃型中心線Cに向けて互いに接近するように傾斜した一対の傾斜面2A、2Bと、その外周側に連なって刃型中心線Cに直交するフラット面2Cとを備えた山型をなし、ワークW側を向くワーク側傾斜面2Aのワーク側角度αをトリムT側を向くトリム側傾斜面2Bのトリム側角度βより小さくし、ワーク側角度αは1°〜15°、トリム側角度βは10°〜45°の範囲内とし、フラット面幅Dは5.0mm以下とし、フラット面2Cとワーク側傾斜面2Aとを角度をもって交差させる。
(もっと読む)
ロータリーダイカッターのダイカットロール
【課題】ダイカットロールの刃型を、電極シートを貫通して樹脂フィルムの厚さの途中まで切り込ませるようにして電極シートを切断する場合でも、電極シートの製品となるワーク側にはヒゲは勿論、バリやカエリを生じさせずに確実に切断する。
【解決手段】ダイカットロール1の刃型2の断面が、ダイロール本体3の外周側に向かうに従いダイ軸線に直交する刃型中心線Cに向けて互いに接近するように傾斜した一対の傾斜面を備えた山型をなし、これらの傾斜面が刃型中心線Cに対してなす傾斜角度は、被加工物SにおけるワークW側を向く傾斜面2Aのワーク側角度αが、これとは反対のトリムT側を向く傾斜面2Bのトリム側角度βよりも小さく、トリム側角度βとワーク側角度αとの角度差β−αが15°〜35°の範囲内とされ、かつトリム側角度βとワーク側角度αとの角度合計α+βが30°〜60°の範囲内とされている。
(もっと読む)
1 - 10 / 92
[ Back to top ]