
国際特許分類[B28B21/80]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | 管状製品の製造に特に適合した方法または機械 (128) | 型 (13) | 遠心力による成形または回転成形に適用したもの (5)
国際特許分類[B28B21/80]に分類される特許
1 - 5 / 5
コンクリートポールの型枠用ボルト締緩装置
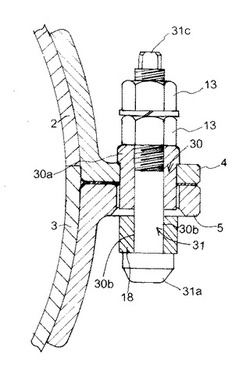
【課題】コンクリートポールの型枠用ボルト締緩装置に用いるボルトに市販品を採択でき、従来例の中空筒状のボス部及び角形の座金を不要にして、締付強度が大であり、組付け操作も簡便であるコンクリートポールの型枠用ボルト締緩装置を提供する。
【解決手段】上型枠2のフランジ4の開口部上面に下部両側面を面取りした円筒体30の上部を溶接等の手段で固設して該下方部を上型枠2のフランジ4下方へ突設し、上下型枠2,3の各フランジ4,5を合接して、該下型枠3のフランジ5に設けた開口部の下面から一般のボルト31を螺子部を上にして挿入し、該ボルト31を前記円筒体30の中空部に挿入して該ボルト31の螺子部を該円筒体30の上面に突出させ、該螺子部にナット31,31を螺着することにより上下型枠2,3を緊締及び弛緩できるように構成されたことを特徴とするコンクリートポールの型枠用ボルト締緩装置を提供する。
(もっと読む)
型成形体の製造方法

【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
高強度遠心力成形用コンクリート組成物及びその製造方法
【課題】 パイル、ポール又はヒューム管等の遠心力成形をしたコンクリート二次製品に関して、高強度を発現する遠心力成形用コンクリート組成物を提供する。
【解決手段】 普通ポルトランドセメント、高強度混和材、分散剤、骨材及び水を含む高強度遠心力成形用コンクリート組成物であって、普通ポルトランドセメントの石膏中の半水石膏割合が20〜95質量%、間隙相含有率が17〜23質量%、単位セメント量が510〜680kg/m3であり、高強度混和材は無水石膏と非晶質シリカとを含み、無水石膏/非晶質シリカの質量比が15/85〜90/10であり、分散剤がナフタレン系分散剤である高強度遠心力成形用コンクリート組成物である。
(もっと読む)
外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置
【課題】端部に成形される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供する。
【解決手段】外殻PCa部材を遠心成形する筒状型枠4の内周面4bp上に、筒状型枠の端部から所定長さ離間させて、筒状型枠の周方向に周方向仕切り材5を設置するとともに、筒状型枠の内周面上に、周方向仕切り材の両端部5aから筒状型枠の端部へ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠内にコンクリートを打設して外殻PCa部材を遠心成形し、コンクリート硬化後に筒状型枠を脱型し、周方向仕切り材および軸方向仕切り材を取り外すとともに、外殻PCa部材の端部に突出部を形成するために筒状型枠の上記端部と周方向仕切り材および軸方向仕切り材に囲まれた部分を外殻PCa部材から除去する突出部形成工程とを有する。
(もっと読む)
半PC柱とその製造方法
1 - 5 / 5
[ Back to top ]