
国際特許分類[B28B3/00]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690)
国際特許分類[B28B3/00]の下位に属する分類
型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
一つまたはそれ以上のローラーで材料に圧力をかけるもの (25)
材料が押し出されるもの (375)
国際特許分類[B28B3/00]に分類される特許
1 - 10 / 52
切削焼結用セラミックス仮焼材料およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
機能性デバイスの製造方法及び機能性デバイスの製造装置
【課題】機能性デバイスの高性能化、又はそのような機能性デバイスの製造プロセスの簡素化と省エネルギー化を提供する。
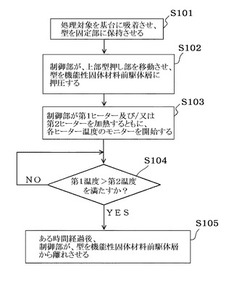
【解決手段】機能性デバイスの製造方法は、型押し工程と、機能性固体材料層形成工程を含む。型押し工程では、機能性固体材料前駆体溶液を出発材とする機能性固体材料前駆体層に対して型押し構造を形成する型を押圧している間の少なくとも一部の時間においてその機能性固体材料前駆体層に対して熱を供給する熱源の第1温度がその機能性固体材料前駆体層の第2温度よりも高くなるように、その機能性固体材料前駆体層に対して型押し加工を施す。また、機能性固体材料層形成工程では、型押し工程の後、酸素含有雰囲気中において、機能性固体材料前駆体層を前述の第1温度よりも高い第3温度で熱処理することにより、機能性固体材料前駆体層から機能性固体材料層を形成する。
(もっと読む)
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法

【課題】 大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】 加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体1,2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。等方圧成形前の第1および第2のセラミックス成形体1,2のそれぞれは、セラミックス接合体3より低い成形密度を有している。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて接合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は等方圧成形の成形圧力より低い。
(もっと読む)
セラミックス接合体の製造方法
【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体S3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。等方圧成形前の第1および第2のセラミックス成形体1,2のそれぞれは、セラミック接合体3より低い成形密度を有している。等方圧成形前の第1のセラミックス成形体1は、第2のセラミックス成形体2より低い成形密度を有している。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
(もっと読む)
冷間静水圧プレス用収納材および生体材料の製造方法
【課題】凹部を有する1次成形体を歩留りよく冷間静水圧プレスすることができる冷間静水圧プレス用収納材およびそれを用いた生体材料の製造方法を提供することである。
【解決手段】引張強度が35MPa以上であり、引張伸度が400%以上である合成樹脂からなるとともに、厚さが50〜200μmである、凹部を有する1次成形体の冷間静水圧プレス用収納材である。凹部を有する1次成形体を成形する工程と、成形された1次成形体を上述した収納材内に真空封入する工程と、次いで、1次成形体を収納材ごと冷間静水圧プレスし、2次成形体を成形する工程と、次いで、収納材の真空状態を解除して2次成形体を収納材から取出すとともに、取出した2次成形体を焼成し、生体材料を得る工程と、を含む生体材料の製造方法である。
(もっと読む)
ホットプレス用モールド
【課題】焼結後の冷却時における割れの発生を防止することができる酸化物スパッタリングターゲットの製造に用いるホットプレス用モールドを提供する。
【解決手段】ホットプレス用モールド1は、複数の円弧板状セグメント16を周方向に並べて垂直方向に沿う筒状に形成されたスリーブ11と、スリーブ11の外側に配置され、スリーブ11を筒状に保持する外枠13とを有しており、スリーブ11の外周面16bは、上方に向けて拡径する斜面に設けられ、外枠13の内周面13aは、スリーブ11の外周面15bの傾斜角度に沿った斜面に設けられている。
(もっと読む)
ダイスの製造方法とダイスを備えるホットプレス装置
【課題】ホットプレス装置のダイスであって、高い耐クリープ性を持つダイスの製造方法を提供する。
【解決手段】中心軸に直交する平面による断面の外周縁が円形である中心部材13を用意する。次に、中心部材13の外周に、ドライ状態の炭素繊維19を巻き付けることにより、炭素繊維19でダイスの原形を作る。その後、中心部材13に巻き付けたドライ状態の炭素繊維19を加熱して炭素繊維19を収縮させることにより、中心部材13の外周を炭素繊維19が締め付ける力を増加させる。これにより、張力が増加した状態の炭素繊維19を加熱する。その後、ダイスを形成している炭素繊維19を、中心部材13から抜き取る。
(もっと読む)
1 - 10 / 52
[ Back to top ]