
国際特許分類[B28B7/34]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | 型;中子;マンドレル (513) | 特殊な材料,例.破壊し易い材料,で作られた型,中子またはマンドレル (73)
国際特許分類[B28B7/34]に分類される特許
21 - 30 / 73
粉体成形体の製造方法
【課題】離型性に優れ、製品ばらつきを抑制できるとともに、寸法精度を向上でき、生産性を向上できるといった粉体成形体の製造方法を提供する。とりわけ、タービン用成形体を製造することに好適に用いることができる。
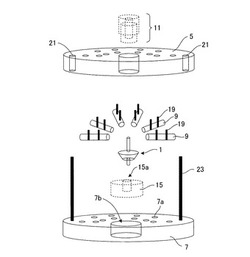
【解決手段】セラミック及び/又は金属の粉体と、分散媒と、ゲル化剤とを含むスラリーを注型し、スラリーをゲル化させることにより固化して成形体を得る粉体成形体の製造方法であって、スラリーを、粉体成形体用の型3に注型し硬化した後、硬化させながら粉体成形体1を収納した型ごと冷却し、型3と粉体成形体1に温度差を生じさせて離型処理し、前記粉体成形体を製造する粉体成形体の製造方法。
(もっと読む)
セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法
【課題】本発明は、表面がきれいな複雑形状成形体を乾燥時の割れや変形がなく、また焼結体としたときの物性が優れたセラミックス成形体の製造方法を提供するものである。
【解決手段】セラミックス粉体、分散剤、硬化性樹脂および溶媒を含むセラミックススラリーを溶媒可溶性の成形型内に注入する注入工程、注入した該セラミックススラリーを硬化させて成形し、含溶媒セラミックス成形体とする硬化工程、該含溶媒セラミックス成形体表面から該成形型を溶剤で溶解除去する脱型工程、該脱型工程を経て得られた含溶媒セラミックス成形体を液体中で熱処理する熱処理工程、該熱処理工程を経て得られた含溶媒セラミックス成形体を乾燥させる乾燥工程をこの順に有するセラミックス成形体の製造方法において、脱型工程において成形型を溶解するために用いる溶剤に不溶であり、かつ熱処理工程で用いる液体に可溶または膨潤する材料で表面に被覆処理を施した成形型を用いることである。
(もっと読む)
セラミックス成形型

【課題】成形体を収容した状態のまま焼成工程に使用することができ、焼成時のエネルギー損失を抑制することができ、セラミックス製品を効率的に製造することが可能なセラミックス成形型を提供することを目的とする。
の成形型を提供する。
【解決手段】ポロシティが5%〜30%であり、全重量に対して50wt%以上のチタン酸アルミニウムを含むセラミックス成形型。
(もっと読む)
セメント系薄板の製造方法
【課題】超薄肉に形成することができ、かつ、高級感、重厚感、及び光沢性に優れたセメント系薄板の製造方法を提供する。
【解決手段】(A)セメント、(B)BET比表面積が5〜25m2/gの微粉末、(C)細骨材、(D)減水剤、(E)金属繊維、及び(F)水、を混練して配合物2を得る混練工程と、混練工程で得た配合物2を、少なくとも底面を形成する材質がガラスまたは合成樹脂である型枠1内に投入し、次いで、型枠1内に投入された配合物2と、不織布3aを有する伏せ型枠3とを、不織布3aが配合物2に対向するようにして密着させることにより、配合物2の成形を行う成形工程と、型枠1内の配合物2と伏せ型枠3とが密着したままの状態で、配合物2を養生し、配合物2の硬化体を得る養生工程と、配合物2の硬化体を型枠1から脱型することにより、光沢のある表面4aを有するセメント系薄板4を得る脱型工程とを含むセメント系薄板の製造方法。
(もっと読む)
プレキャストコンクリート用型枠及びプレキャストコンクリート部材の製造方法
【課題】 プレキャストコンクリート部材を製造するにあたり、作業量とコストとを低減することができる反復利用可能な軽量の型枠を提供する。
【解決手段】 打設されるコンクリートに面するせき板21と、せき板21の背面に取り付けられ、枠体に保持されせき板21を面支持する格子状リブを有する格子状リブ枠22と、格子状リブ枠22の背面に取り付けられた保温板材23とで構成された側面型枠1を用いて、ベッド上11に、製造予定のプレキャストコンクリート部材に倣った側面型枠1を組み立て、ベッド11に組み立てられた型枠の下端を固定する。組み立てられた状態の側面型枠1の周囲を締付ベルト16で拘束し、型枠組立状態の形状を保持する。型枠内にコンクリートを打設し、コンクリート硬化後に、側面型枠1を脱型する。また、締付ベルト16の型枠締め付け力を増すために、型枠押さえ材18を用いることも好ましい。
(もっと読む)
乾式静水圧加圧成形用マンドレル
【課題】セラミックス粉末の付着を有効に防止可能なCIP成形用マンドレルを提供する。
【解決手段】本発明のCIP成形用マンドレルは、セラミックス粉末の乾式静水圧加圧成形に用いられるものである。このマンドレルは、所定形状に形成された鉄系材質からなる母材の最表面に、最大高さRmaxが1.0μm以下で且つ水に対する接触角が75°以上のダイヤモンド・ライク・カーボン(DLC)からなる最表面層を有している。また、このマンドレルは、有底中空形状管を成形するCIP成形装置10のマンドレル16に適用することができる。
(もっと読む)
セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法
【課題】本発明は、表面がきれいな複雑形状成形体を乾燥時の割れや変形がなく、また焼結体としたときの物性が優れたセラミックス成形体の製造方法を提供するものである。
【解決手段】セラミックス粉体、分散剤、硬化性樹脂および溶媒を含む混合物を溶媒可溶性の成形型内に注入する工程、注入した該混合物を硬化させて成形し、含溶媒セラミックス成形体とする工程、該成形型を溶剤で溶解除去する脱型工程、該脱型工程によって得られた含溶媒セラミックス成形体を乾燥させる工程を有するセラミックス成形体の製造方法において、該成形型として内側表面に撥水処理を施した成形型を用いることである。
(もっと読む)
コンクリート供試体用型枠
【課題】コンクリート供試体用型枠を、簡単な構成で軽量・安価な合成樹脂成形品とし、型枠からの供試体の取り出しにも工具等を必要とせず、手作業で簡単に取り出すことができ、廃棄物となる使用済み型枠も少量にする。
【解決手段】合成樹脂製で筒状の周壁11aと有孔の底部11bとを一体化した薄肉の筒状体11からなるコンクリート供試体用型枠10であり、該周壁における上下端間に、引き裂き可能な極薄肉底14aで連結された複数の切り溝14を設け、該筒状体の上部口縁の対向位置に一対の引き裂き用の摘み15を設け、該筒状体の底部上に無孔の底板12を圧嵌する。
(もっと読む)
型成形体の製造方法
【課題】より軽量化を図ることができ、しかも内周面または外周面に凹部を有する円管状の型成形体をも成形することができる型成形体の製造方法を提供する。
【解決手段】成形される型成形体Aの素材よりも軽量なパッド6を複数配設して成る成形型枠1を使用し、該成形型枠1内にスラリー状の素材Sを打設する打設工程と、前記スラリー状の素材Sを養生する養生工程と、前記パッド6を型成形体Aに残存した状態で型成形体Aを成形型枠1から脱型させる脱型工程とを経て型成形体を得る。成形型枠1に植設された、溶融可能なパッド6を、脱型工程に先立って、硬化した型成形体Aを成形型枠1の内面に沿った方向に移動させ型成形体1に残存させ、さらに養生工程以後にパッド6を型成形体から溶融除去する。
(もっと読む)
自己崩壊性型枠材
【課題】軽量で取扱性に優れ且コンクリートの凝固後に自己崩壊せしめて、型枠作業を著しく削減する自己崩壊性型枠材の提供。
【解決手段】
シロキサン及びシラノール塩をその分子量換算で略4000程度に多分子量化させた錯化合物状で、シロキサン及びシラノール塩とからなる固形分が40乃至55重量%と水分45乃至60重量%割合のシロキサン及びシラノール塩多分子量溶液を、所要の寸法形状の成形型で200乃至300℃の加熱で内部圧力を10乃至50kg/cm2で発泡させ、以って耐圧縮強度が10乃至50kg/cm2、見掛比重が0.1乃至0.2及びその残留水分率が7乃至20重量%割合の珪酸態に形成された、自己崩壊性型枠材。
(もっと読む)
21 - 30 / 73
[ Back to top ]