
国際特許分類[B29B11/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502)
国際特許分類[B29B11/00]の下位に属する分類
予備成形された材料,例.シート,ロッド,の細断によるもの (28)
予備成形された材料の組立てによるもの (2)
材料の成形によるもの (229)
構造または組成に特徴があるもの (236)
国際特許分類[B29B11/00]に分類される特許
1 - 7 / 7
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
【課題】殺菌消毒された複数のプリフォームをブロー成形することにより殺菌消毒された複数のボトルを製造する方法、設備において、大量の消毒剤を消費しない、ボトルの壁にしみを出現させない消毒方法、製造設備を提供する。
【解決手段】スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにする。
(もっと読む)
プリプレグの製造装置および製造方法

【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
ゴム材料成型体、その集合物、及びそれらを用いたゴム製品
【課題】混練装置への負荷を軽減し、混練装置への過負荷に起因する故障を低減し得るゴム材料成型体を提供すること。
【解決手段】複数のロータを有する密閉型混練装置内で混練してゴム組成物を得るために用いられるゴム材料成型体であって、少なくともジエン系ゴム成分と充填材成分とからなり、且つその形状が下記式(1)、(2)及び(3)を満足することを特徴とするゴム材料成型体、その集合物、及びそれらを用いたゴム製品である。
0.05Dm ≦ Gb ≦ 2Dm ・・・(1)
0.15Wm ≦ Wb ≦ 0.95Wm ・・・(2)
1.5Rm ≦ Lb ≦ 32Rm ・・・(3)
[式(1)中、Gbはゴム材料成型体の厚さであり、Dmは混練装置のロータの回転軸を含む平面上におけるロータの回転軸に垂直なロータ間空隙距離の最大値である。式(2)中、Wbはゴム材料成型体の幅であり、Wmは混練装置のロータ回転軸に平行な混練室の幅である。式(3)中、Lbはゴム材料成型体の長さであり、Rmは混練装置の最大ロータ回転半径である。]
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
ポリテトラフルオロエチレン含有固形物の製造方法およびポリテトラフルオロエチレン成形体の製造方法
【課題】従来のポリテトラフルオロエチレン(PTFE)成形体の製造方法よりも生産性に優れ、得られる成形体の形状の自由度が高いPTFE成形体の製造方法と、PTFE成形体を製造する際に中間生成物として得られるPTFE含有固形物の製造方法とを提供する。
【解決手段】PTFE粒子と、曇点がT1℃である非イオン性界面活性剤と、分散媒である水とを含むPTFE粒子の分散液に機械的な力を加えてPTFE粒子同士を衝突させ、衝突の際に生じる熱により分散液の温度を上昇させるとともに、分散液の温度にして(T1−30)℃以上の温度域においてPTFE粒子同士を結着させて、水および界面活性剤を内包する固形物を得る方法とする。このような製造方法は、例えば、図1に示すチャンバー(1)により実施できる。
(もっと読む)
異物除去装置およびこれを備えたペレット製造装置
【課題】樹脂ペレットの製造装置内に発生する水蒸気中の異物を簡単、かつ確実に除去でき、しかも、前記異物の除去に係るコストを低減させることができる異物除去装置およびこれを備えたペレット製造装置を提供することを目的とする。
【解決手段】樹脂ペレットの製造装置2内に発生する水蒸気と該水蒸気に含まれる異物とを通過させ、これら水蒸気と該水蒸気に含まれる異物とのうち、前記異物だけを除去するものであり、
所定量の除去用水3aが貯留された筐体3と、この筐体3の側壁3bに挿通されて、前記除去用水3a中に挿入される除去用パイプ4と、前記筐体3の側壁3cに挿通され、筐体3内の水蒸気を脱気する脱気部5と、前記筐体3に、前記除去用水3aの水面を覆うようにして設けられた防沫板部6とを備え、前記除去用パイプ4のパイプ本体部4cに、複数の排気孔4d、4d…が設けられている。
(もっと読む)
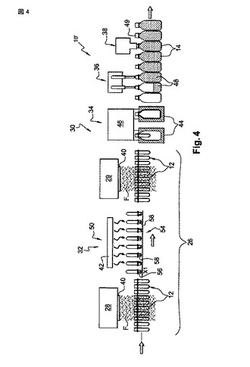
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
1 - 7 / 7
[ Back to top ]