
国際特許分類[B29B11/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236)
国際特許分類[B29B11/14]の下位に属する分類
充填材または補強材を有するもの (188)
国際特許分類[B29B11/14]に分類される特許
1 - 10 / 48
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
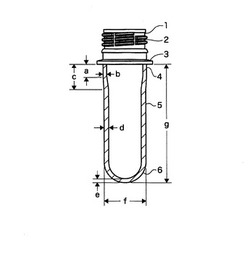
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
繊維強化ABS系樹脂材料及び成形体
【課題】耐衝撃性を維持しつつ、曲げ強度を向上させた成型体が得られる繊維強化ABS系樹脂材料及びこれを用いてなる成形体を提供する。
【解決手段】アクリル樹脂からなるマトリクス樹脂を長繊維からなる繊維材料と複合させてなる樹脂繊維複合シートとABS系樹脂シートとが積層されてなる繊維強化ABS系樹脂材料を用いる。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
ポリカーボネート樹脂組成物及びその製造方法
【課題】表面硬度、耐熱性成形性、耐衝撃性に優れるポリカーボネート樹脂組成物を提供する。
【解決手段】少なくともポリカーボネート樹脂(a)と、前記ポリカーボネート樹脂(a)とは異なる構造単位を有するポリカーボネート樹脂(b)とを含むポリカーボネート樹脂組成物であって、
以下の条件を満足することを特徴とするポリカーボネート樹脂組成物。
(i)ポリカーボネート樹脂(a)のISO 15184で規定される鉛筆硬度が、ポリカーボネート樹脂(b)のISO 15184で規定される鉛筆硬度より高いこと
(ii)ポリカーボネート樹脂組成物におけるポリカーボネート樹脂(a)とポリカーボネート樹脂(b)との重量比が、1:99〜45:55の範囲であること
(iii)ポリカーボネート樹脂(a)の粘度平均分子量であるMv(a)と、ポリカーボネート樹脂(b)の粘度平均分子量であるMv(b)との比、Mv(a)/Mv(b)が、0.02以上1.5以下であること
(もっと読む)
タイヤ用ゴム部材とその製造方法および製造装置
【課題】一本のフィラメントで構成されるコードを使用することにより、生産性が向上し、製造コストを低減でき、しかもカール癖によるタイヤの製造工程での工程問題の発生による生産性の低下を防ぐことができるタイヤ用ゴム部材の製造方法、タイヤ用ゴム部材の製造装置およびタイヤ用ゴム部材を提供することを課題とする。
【解決手段】カール癖のあるコードを、カール方向が上下方向になるように配置し、かつカール方向が上向きの前記コードと、カール方向が下向きの前記コードを適宜組み合わせて前記コードのカール力を打ち消し合うように前記コード集合体にゴムをトッピングすることを特徴とする。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。  (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置及び製造方法
【課題】長繊維強化熱可塑性樹脂ストランドを製造する際に、強化繊維束の内部に熱可塑性樹脂を良好に含浸させて、強化繊維の分散性に優れたストランドの製造装置及びその製造方法。
【解決手段】長繊維強化熱可塑性樹脂ストランドの製造装置は、強化繊維束2に含浸される熱可塑性の第1樹脂7bを溶融状態で貯留する第1樹脂槽と、第1樹脂槽での含浸に先立って含浸され且つ第1樹脂7bより溶融粘度が低く設定されている第2樹脂7aを溶融状態で貯留する第2樹脂槽とを備え、第1樹脂槽と第2樹脂槽とは隔壁20により隔てられており、隔壁20には強化繊維束2を第2樹脂槽から第1樹脂槽へと抜き出す抜出口21が設けられ、強化繊維束2を、第2樹脂槽から抜出口21を経由し第1樹脂槽へと引き抜くことで、第2樹脂7aが含浸した強化繊維束2に第1樹脂7bを含浸する。
(もっと読む)
ダーツを設けたパイプリフォームの強化材、その強化材を含むパイプリフォーム、およびパイプリフォームの強化方法
【課題】三次元のパイあるいはT型のプリフォーム(101)のための強化材(201)、その製法、ならびにその強化材を含むコンポジット構造物の提供。
【解決手段】強化材(201)は操り織りファブリックであって、幅、長さ、厚さ(t)で別れた第1面(212)および第2面(213)をもつ。操り織りファブリックの第1面は、プリフォームのダーツ構成部分に添付する。操り織りファブリック強化材は、単一の層あるいは多層のファブリックであり、プログラム可能なテークアップ機構を用いて織ることができる。
(もっと読む)
1 - 10 / 48
[ Back to top ]