
国際特許分類[B29B11/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236) | 充填材または補強材を有するもの (188)
国際特許分類[B29B11/16]に分類される特許
1 - 10 / 188
複合材のドライプリフォーム及びその製造方法
【課題】マンドレルの外周に強化繊維を捲回することによりドライプリフォームを成形するにあたり、歩留まりを高めると共に、長手方向の強化繊維の配置を容易化し、さらに長手方向の強化繊維の密度を高める。
【解決手段】長尺状のマンドレル2を長手方向一方に送りながら、長手方向に沿って引き揃えた強化繊維(繊維束T1)をマンドレル2の外周に供給することによりマンドレル2の全周を覆う長手方向強化繊維層11を形成すると共に、マンドレル2の外周に螺旋状に強化繊維(繊維束T2、T3)を捲回することによりマンドレル2の全周を覆う螺旋方向強化繊維層12、13を形成する。
(もっと読む)
炭素繊維強化樹脂成形品及びその製造方法

【課題】炭素繊維のロスの発生を抑制した炭素繊維強化樹脂成形品及びその製造方法を提供する。
【解決手段】炭素繊維がシート状基材に固定されて構成された内部構造材11と、該内部構造材を被覆するように設けられた樹脂被覆層12と、を備えた炭素繊維強化樹脂成形品10であり、内部構造材が炭素繊維とそれ以外の繊維との複合糸で形成され、成形型のキャビティに炭素繊維がシート状基材に固定されて構成された内部構造材を配置し、該キャビティ内に未固化樹脂材料を供給する成型工程を含む炭素繊維強化樹脂成形品の製造方法。
(もっと読む)
ポリオレフィン系樹脂発泡シート、吸音材、及び自動車用部品、並びにポリオレフィン系樹脂発泡シートの製造方法
【課題】
重量と厚みの増加を抑制しながらも、高周波領域を含む広領域の騒音に対する吸音性を高めたポリオレフィン系樹脂発泡シートを提供する。
【解決手段】
連通性気泡を有するポリオレフィン系樹脂発泡シートであって、
少なくとも一方の面から他方の面に向かって、前記気泡の気泡径が変化する部分を有するポリオレフィン系樹脂発泡シート。
(もっと読む)
表面が平滑で均一な厚みを有する成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
表面が平滑で、
均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする成形体。
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化プラスチック成形材料の製造方法及び製造装置
【課題】繊維を均一に分布でき、且つ外観の良い成形材料を製造できる繊維強化プラスチック成形材料の製造方法及び製造装置を提供する。
【解決手段】回転体4に形成された散布室6の内面に樹脂コンパウンド2を塗布する。この樹脂コンパウンド2の表面に繊維3を散布する。この繊維3を回転体4の回転に伴う遠心力により樹脂コンパウンド2に食い込ませる。
(もっと読む)
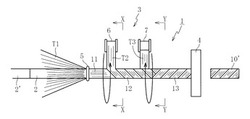
天然繊維強化樹脂ストランドの製造方法及び製造装置
【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
繊維巻きテープを使用した継ぎ目部材及びその製造方法
【課題】動車のモール等に使用できる、炭素繊維又は無機繊維巻きテープを使用した継ぎ目部材及びその製造方法を提供する。
【解決手段】炭素繊維又はガラス繊維等の無機繊維とオレフィン系樹脂を含む複合体である炭素繊維テープ又は無機繊維テープからなる補強材が、熱可塑性樹脂成形体又は熱可塑性エラストマー成形体と一体化されている継ぎ目部材。継ぎ目部材の製造時には、炭素繊維テープ又は無機繊維テープは、円筒状芯材の周囲に多層になるように巻き付けて保持された炭素繊維巻きテープ又は無機繊維巻きテープから所定長さを取り出して使用する。
(もっと読む)
成形材料の製造方法
【課題】
強化繊維基材とポリフェニレンエーテルエーテルケトンからなる成形材料を、より容易に、生産性よく製造する方法を提供する。
【解決手段】
強化繊維基材(A)を引き出し、連続的に供給する工程(I)、該成分(A)にポリフェニレンエーテルエーテルケトンオリゴマー(B)を複合化して複合体を得る工程(II)、該成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる工程(III)、および該成分(A)、該成分(B’)からなる複合体を冷却し引き取る工程(IV)を有してなる成形材料の製造方法であって、該成分(B)の融点が270℃以下である成形材料の製造方法。
(もっと読む)
成形材料
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、高い耐熱性と力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%とポリフェニレンエーテルエーテルケトン(B)0.1〜30重量%からなる複合体に、熱可塑性樹脂(C)20〜98.9重量%が接着されてなる成形材料であって、前記成分(B)が、融点が270℃以下のポリフェニレンエーテルエーテルケトンオリゴマー(B’)を重合触媒(D)で重合させて得られるポリフェニレンエーテルエーテルケトンである成形材料。
(もっと読む)
1 - 10 / 188
[ Back to top ]