
国際特許分類[B29B9/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 造粒 (678) | 予備成形した材料の細断によるもの (369)
国際特許分類[B29B9/02]の下位に属する分類
プレートあるいはシート材料の (19)
フィラメント材料の,例.押出しと組み合わされたもの (295)
国際特許分類[B29B9/02]に分類される特許
1 - 10 / 55
カットポリマー自動供給装置
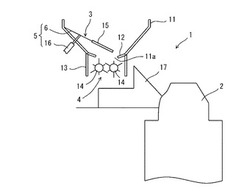
【課題】短冊状にカットされたカットポリマーを、作業者の手作業によらず、粉砕機に自動で安定的に定量供給できるカットポリマー自動供給装置を提供する。
【解決手段】短冊状カットポリマーを粉砕機に供給するカットポリマー自動供給装置であって、カットポリマーが投入されるホッパー11と、ホッパー内に投入されているカットポリマーを攪拌する攪拌手段3と、噛み込み刃を有する複数の駆動ロール14を水平に併設し噛み込み刃が噛み合ってカットポリマーをホッパーから粉砕機に送り出す噛み込み送り出し手段4とを備えており、攪拌手段3はホッパー11の排出口の上方に配置されたアームをホッパー内において駆動手段16により上下に揺動させるように構成され、噛み込み刃は駆動ロール14のロール軸を中心として放射状に突出した長刃および短刃から構成され、長刃および短刃がロール軸の周方向に交互に配置されているカットポリマー自動供給装置。
(もっと読む)
スチレン系重合体ペレットの製造方法

【課題】押出機内でのサージングの発生を抑制できるSPSペレットの製造方法を提供する。
【解決手段】重合器において、重合触媒を用いてスチレンモノマーを重合して、シンジオタクチック構造を主に有するスチレン系重合体を含む粉体状物を製造し、前記粉体状物を押出機で押出溶融するスチレン系重合体ペレットの製造方法であって、前記粉体状物を重合器から前記押出機に供給する前に、前記粉体状物に前記重合触媒の失活剤を添加するスチレン系重合体ペレットの製造方法。
(もっと読む)
高発泡プラスチック成型体のリサイクル方法
【課題】高発泡プラスチック成型体を効率的にしかも確実に減容できるようにした高発泡プラスチック成型体のリサイクル方法を提供する。
【解決手段】本発明に係る高発泡プラスチック成型体のリサイクル方法は、カッターコンパクター付押出機のカッターコンパクター部に投入して粉砕・減容・ペレット化するに際し、プラスチック洗浄粉砕品を製造している同一工程内により高発泡プラスチック体重量比で50%以上をカッターコンパクター付押出機の運転信号に連動させた定量供給機にて定量投入して経済的かつ確実に粉砕溶融してリサイクルできるようにしたこと。また、洗浄粉砕品として、使用済みのプラスチック製品を、粉砕機中に注入した大量の水によりもみ洗い洗浄しながら粉砕し、汚れ・耐候劣化物を除去したものであり、純度の高い素材(バージン材)と同じ高品質のリサイクル原料が得られるものである。
(もっと読む)
ポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法
【課題】別途メルトフローレート(MFR)分析機器を設置せずに、造粒機内のポリオレフィン樹脂のMFRをほぼ正確に瞬時に推測でき、推測されたMFRを用いて安定的に所望の運転状態を実現・維持できるポリオレフィン樹脂の造粒システム及びそれを用いた造粒方法の提供。
【解決手段】ポリオレフィン樹脂原料を造粒機に供給して造粒するシステムであって、前記造粒機の運転データのうち、少なくとも1項目の所定の運転データを用いて、造粒機内のポリオレフィン樹脂の推測MFRを得るソフトセンサーを有することを特徴とするポリオレフィン樹脂の造粒システム及びこれを用いた造粒方法。
(もっと読む)
ポリオレフィン系樹脂ペレットの製造方法
【課題】形状の良好なペレットを得ることができるポリオレフィン系樹脂ペレットの製造方法を提供する。
【解決手段】ポリオレフィン系樹脂供給口から、ポリオレフィン系樹脂の融点を超える温度に調整されたバレルまでの第1ゾーンと、該第1ゾーンの下流側に隣接し、バレル温度がポリオレフィン系樹脂の融点以下の温度に調整された第2ゾーンとが設けられた二軸押出機のポリオレフィン系樹脂供給口から、二軸押出機内にポリオレフィン系樹脂を供給し、第2ゾーンのスクリュー構成として、逆方向スクリューエレメント及び/又はニュートラルスクリューエレメントからなるスクリューブロックを有し、当該ブロックの長さが第2ゾーンの長さの10%〜50%であるスクリューを用いてポリオレフィン系樹脂を溶融混練および溶融押出しするポリオレフィン系樹脂ペレットの製造方法。
(もっと読む)
長繊維強化ポリアミド樹脂組成物の製造方法
【課題】樹脂ペレットの色調、含浸性、長期特性及び成形品外観の全てに優れた長繊維強化ポリアミド樹脂組成物を提供する。
【解決手段】溶融したポリアミド樹脂を強化繊維ロ−ビングに含浸させて得られるストランドをペレタイズして第1の樹脂ペレットを得る第1の工程と、前記第1の樹脂ペレットを前記ポリアミド樹脂の融点以下の温度で加熱し固相重合により高分子量化して第2の樹脂ペレットを得る第2の工程と、を有し、前記ポリアミド樹脂の硫酸相対粘度(ηr)が1.80〜2.40であり、前記第1の樹脂ペレットの末端アミノ基濃度及び末端カルボキシル基濃度が共に50ミリ当量/kg以上であり、前記第2の樹脂ペレットの硫酸相対粘度(ηr)が2.60〜5.00である、長繊維強化ポリアミド樹脂組成物の製造方法。
(もっと読む)
熱可塑性樹脂ペレットの製造方法
【課題】 ペレット化後に乾燥工程を短縮もしくは省略することが可能な、熱可塑性樹脂ペレットの製造方法。
【解決手段】 溶融押出機を用いて熱可塑性樹脂を溶融押出し、これを冷却媒体として、パーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)で示す特性を有する常温で液体である媒体を接触させ、切断機で切断してペレットを製造する方法。
(a)沸点が100℃未満
(b)25℃における蒸気圧が5〜30KPa
(c)25℃における密度が1050kg/m3以上
(d)25℃における表面張力が20mN/m以下
(もっと読む)
エチレン系重合体ペレットおよび該ペレットを用いる押出成形方法
【課題】フィーダーやポンプ等を用いて溶融樹脂に添加することなく直接ペレットに液体を添加しながら、単軸押出機によって安定して押出成形することができるエチレン系重合体ペレットを提供する。また当該ペレットを用い、液体添加剤を添加して単軸押出機によって押出成形する方法を提供する。
【解決手段】160℃における混練トルクが2〜15Nmであるエチレン系重合体のペレットであって、比表面積が1800〜3000mm2/gであるペレット。
(もっと読む)
ポリオレフィンの造粒方法、その装置、および、重合装置
【課題】良好にポリオレフィンを造粒できるポリオレフィンの造粒方法を提供する。
【解決手段】水にエマルジョンタイプのシリコーンオイルを100質量ppm以上10000質量ppm以下で含有させて冷却水を調製する。溶液重合した後に揮発成分を除去した重合溶液を、ある程度冷却した後に調製した冷却水で冷却しつつペレット状に切断するコールドカットを実施する。低分子量低規則性のポリプロピレンでもブロッキングが生じにくくなり、製造速度を向上でき、効率よく製造できる。
(もっと読む)
微細紙粉含有樹脂成型用シートの製造方法
【課題】微細紙粉を含有した樹脂からなる成型加工に適したシートの製造方法を提供することを目的とする。
【解決手段】平均粒径が20〜100μmの微細紙粉を20〜70重量部、メルトフローレートが0.5〜2.5g/10分のポリプロピレンを20〜50重量部有する原材料を、押出成形機13,22により脱気しながら最高温度が200℃以下で混練溶解させ、シート状に押出成形する。
(もっと読む)
1 - 10 / 55
[ Back to top ]