
国際特許分類[B29C31/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 取り扱い,例.成形材料の供給 (262) | 供給,例.型キャビティー中への供給 (215)
国際特許分類[B29C31/04]の下位に属する分類
国際特許分類[B29C31/04]に分類される特許
1 - 10 / 112
耳部処理装置及び溶液製膜方法
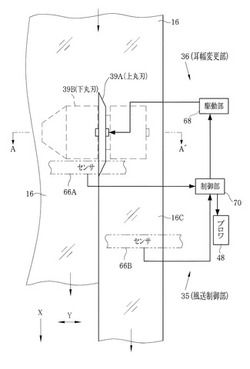
【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
(もっと読む)
溶融樹脂整流装置

【課題】成形装置に対して溶融状態の合成樹脂を均一に供給できるようにする。
【解決手段】溶融樹脂供給路15の径に対応した幅を有する板材が当該板材の上流側の部分から当該板材の下流側の部分に向かうにつれて反時計回り方向/時計回り方向に180度ねじられた形状を有する左ねじり羽根60A/右ねじり羽根60Bのうちの一方と他方とを溶融樹脂供給路15の下流側に向かうにつれて交互に有する交互ねじり装置50を有する。隣接する左ねじり羽根60A/右ねじり羽根60B同士は連結されている。交互ねじり装置50の下流側には溶融樹脂供給路15における溶融樹脂の流れに対して抵抗を付与する多孔状抵抗材70を有する。
(もっと読む)
粉粒体供給システム
【課題】成形機に供給される粉粒体の乾燥状態に起因する物性を一定に保つことができる、粉粒体供給システムを提供する。
【解決手段】この粉粒体供給システム1によれば、乾燥ホッパ3で乾燥された粉粒体は、輸送ライン51を介して供給ホッパ4に輸送される。また、供給ホッパ4には、循環ライン55の輸送方向上流側の端部が接続されている。そして、循環ライン55の輸送方向下流側の端部は、材料供給ライン19に接続されている。これにより、供給ホッパ4に貯留された粉粒体は、循環ライン55を介して乾燥ホッパ3側に輸送される。したがって、乾燥ホッパ3から供給ホッパ4への輸送中および供給ホッパ4での貯留中に、粉粒体の乾燥状態に起因する物性が過度に変化した場合であっても、循環ライン55の輸送により、乾燥ホッパ3でその粉粒体を再び乾燥することができる。
(もっと読む)
液状樹脂供給機構、及び当該液状樹脂供給機構が備わった圧縮成形装置
【課題】 糸引き樹脂を適切に処理することによって、高い再現性で一定量の液状樹脂の金型への供給が可能となる新規な液状樹脂供給機構を提供する。
【解決手段】 液状樹脂供給機構1は、ゲートバルブ5が内蔵されたノズル2から液状樹脂200を下方側に向けて吐出し金型の一方の型に液状樹脂200を供給するものであって、ノズル2の外周には下方側のノズル先端に向けてエアを吹き出す外周エア吹き出し口3が配されており、制御回路9からの制御信号によって、ゲートバルブ5を開いて液状樹脂200を吐出し、そして、液状樹脂200の吐出を終了する際にはゲートバルブ5を閉じるとともに、外周エア吹き出し口3から液状樹脂200の液状態を維持する所定温度のエアを吹き出す制御を行なう。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
材料供給装置及びシャッタ装置
【課題】粒状材料の供給通路の閉鎖を1回で行える材料供給装置等を提供すること。
【解決手段】本発明の材料供給装置は粒状材料の供給通路を開閉するように移動可能に設けられたシャッタ部材と、前記供給通路に対して前記シャッタ部材の移動方向で閉鎖側において前記供給通路と連通して形成され、前記シャッタ部材が進入する材料退避空間と、前記材料退避空間と前記供給通路との連通部において、前記粒状材料の前記材料退避空間への移動を妨げるように前記連通部を塞ぐ一方、前記粒状材料が押し付けられた場合に、その前記材料退避空間への移動を許容するよう弾性変形する弾性部材と、を備える。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
材料供給システム
【課題】材料供給装置を容易にメンテナンスすることができる材料供給システムを提供すること。
【解決手段】成形機2に樹脂ペレットを供給する材料供給システムにおいて、成形機2の上に接続される供給ホッパ3に、レールユニット4に対して固定部材17を介して固定されるエアシリンダ19のピストンロッド22を連結し、エアシリンダ19の駆動によって、供給ホッパ3を成形機2から上方へ離間させ、離間された供給ホッパ3を、レールユニット4において水平方向にスライド可能に保持する。
(もっと読む)
1 - 10 / 112
[ Back to top ]