
国際特許分類[B29C33/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935)
国際特許分類[B29C33/00]の下位に属する分類
加熱または冷却装置が組み込まれたもの (1,496)
ベント装置を一体に備えたもの (253)
挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
型開き,型閉めまたはクランプ (199)
取付け,交換または心合わせ (215)
可動のもの,例.成形ステーションへまたは成形ステーションから (27)
材料または製造方法に特微があるもの (1,991)
成形面の形状,例.リブ,溝,に特徴があるもの (734)
成形品,例.アンダカット成形品,の取出しのための装置を備えるもの,または成形品の取出しを容易にするための特別の構造を有するもの (453)
被覆剤;離型剤,潤滑剤または分離剤 (403)
保守 (203)
コア (141)
国際特許分類[B29C33/00]に分類される特許
21 - 30 / 42
宝石をインサートした樹脂成形品の製造方法
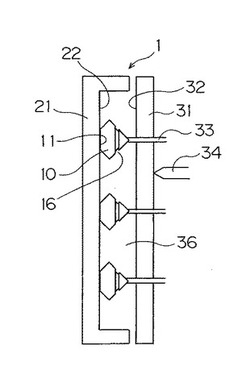
【課題】樹脂成形品からの宝石の脱落に抵抗性があり、また、製造工程数が少ない宝石をインサートした樹脂成形品の製造方法を得る。
【解決手段】 以下の工程からなる樹脂成形品の製造方法である。
(イ)A金型21の内表面22とB金型31の内表面32により形成されるキャビティー36内に宝石10を配置する工程であって、宝石10のテーブル面11をA金型の内表面22に接触した状態に配置する工程。(ロ)A金型とB金型を型締めし、キャビティー内に溶融樹脂を注入する工程。(ハ)溶融樹脂が固化した後に、A金型とB金型を型開きし、樹脂成形品を取り出す工程。
(もっと読む)
樹脂成形のモニタ方法

【課題】樹脂の真空成形においてガス通路などの詰まりを検出可能な樹脂成形のモニタ方法の提供。
【解決手段】キャビティ30内の真空引きを開始し、キャビティ30内に樹脂注入し、注入した樹脂をキャビティ30内で硬化させて、樹脂成形を行う際に、キャビティ30内の圧力をモニタすることで、樹脂注入の状態を確認する樹脂成形のモニタ方法において、キャビティ30内の圧力を可動型12内に設けられたエア経路14及び真空引経路18の経路内圧力Pに基づいてモニタし、真空引き開始後、樹脂注入によって現れる最初の経路内圧力Pの極大値T2に基づいて異常を判別する。
(もっと読む)
成形装置および成形方法
【課題】熱可塑性素材を成形する成形型部材を効率的に加熱することが可能な成形技術を提供する。
【解決手段】成形面4aおよび成形面8aを対向させて配置された固定型4および移動型8が、周囲に配置された赤外線ランプ14および赤外線ランプ21から照射される輻射熱によって加熱されるようにした成形装置Mにおいて、固定型4および移動型8の各々の側面に、赤外線の陰を生じない形状の受熱部4bおよび受熱部8bを形成し、赤外線ランプ14および赤外線ランプ21(反射ミラー15および反射ミラー22)からの赤外線による輻射熱を効率良く受熱して、固定型4および移動型8を効率よく、均一に加熱することを可能にした。
(もっと読む)
合成樹脂シートの成形方法
【課題】合成樹脂シート面の絞深さを任意に調整することができ、特に絞押されたシートを凸型真空成形して得られる成形体の絞深さが均一で外観に優れた成形体を得る。
【解決手段】合成樹脂シート42に対して、一対のプレス盤10,12間の少なくとも一方が複数のブロックに分割され、それぞれのブロック毎に加圧ユニット18A,18B,18C,18D・・・が設けられ、各ブロックにおける一対のプレス盤10,12間のプレス圧、加熱温度、加熱時間及びストロークの少なくともいずれかを各ブロック毎に調整する機構を有するエンボス機を用いて合成樹脂シート42の部位によって絞深さが異なる絞を形成する絞押工程を有することを特徴とする合成樹脂シートの成形方法。
(もっと読む)
成形型予熱装置及び成形型予熱方法
【課題】成形型をより均一に加熱することができる成形型予熱装置を提供する。
【解決手段】
本発明の成形型予熱装置10は、キャビティ230と、キャビティ230に連通する連通孔254、224を備えた成形型200を予熱する。この成形型予熱装置10は、加熱した気体を前記連通孔254、224からキャビティ230内に導入する。これによって、キャビティ230の表面を加熱する。加熱した気体をキャビティ230内に送り込めば、火炎を用いる場合のようにキャビティ230の表面が局所的に高温となったりすることがない。したがって、キャビティ230の表面を均一に加熱することができる。
(もっと読む)
分割型金型
【課題】上型と下型をボルト締で接合・固定する形式の金型において、加熱・加圧時に上型と下型の接合部分から樹脂がしみ出し、ボルト穴に溜まって固化しボルトが抜けにくくなり、その結果、金型を損傷する場合があるという問題点を解決するための手段を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなる複合材料を成形加工するための複数の部分型からなる分割型金型であって、各部分型をボルト締で接合・固定する形式の金型において、各部分型の接合・固定面のボルト穴の近傍の外周に沿って、Oリングを配置したパッキン溝を設けたことを特徴とする分割型金型。
(もっと読む)
リターンピン引き込み工具
【課題】金型組立て時、リターンピンを引き込む工程を、簡単かつ素早くするための、リターンピン引き込み工具を提供する。
【解決手段】リターンピンを引き込むキャップボルトに、支点軸を介してグリップを取り付け、グリップを引き起こす事により、リターンピンを引き込む、
以上を特徴とする、リターンピン引き込み工具である。
(もっと読む)
セット枠の歪み計測方法
【課題】セット枠を引き続いて使用することの適否の確認を可能とし、発泡成形時の真空吸引において成形型とセット枠との間のシール性を適正に保つ。
【解決手段】成形型にセットされたシートカバーを該成形型の成形面に沿うように真空吸引しながら成形型内でシートパッドを発泡成形する際に、このシートカバーを成形型にセットするために使用されるセット枠の歪み計測方法であって、圧力センサ42を備えた計測型40にセット枠(外枠15)をセットした状態において、この計測型40に対するセット枠の接触圧力の分布を検出し、この圧力分布のパターンに基づいてセット枠の全体的な歪みを計測する。
(もっと読む)
膨張体及びつかみ装置
【課題】 補強層ジョイント部の接着性及び耐久性を向上させることができる膨張体、及び、この膨張体を備えるつかみ装置を提供する。
【解決手段】 本発明は、部品をつかむつかみ装置1に用いられ、流体により膨張可能な筒状の膨張体7であって、弾性体11A及び補強コード11Bにより形成される補強層11と、補強層の外側に設けられ、補強層11を筒状に成型する際に繋ぎ合わされる補強層ジョイント部11Jを少なくとも覆うバリア層15と、補強層11及びバリア層15の外側に設けられ、弾性体11Aからなる外皮層17とを備えることを特徴とする。
(もっと読む)
プラスチック成形型
【課題】良好な強度を維持できるプラスチック成形型を提供する。
【解決手段】成型用モールドは、少なくとも一面に形成されるプラスチックレンズを成形する凸状成形面11A、およびこの凸状成形面11Aと反対側の非成形面部11Bを有するモールド本体11を備えた。そして、モールド本体11は、非成形面部11Bに、プラスチックレンズの成形に関する成形情報を情報処理手段により読み出し可能に記録した情報記録部30を備えた。
(もっと読む)
21 - 30 / 42
[ Back to top ]