
国際特許分類[B29C33/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935)
国際特許分類[B29C33/00]の下位に属する分類
加熱または冷却装置が組み込まれたもの (1,496)
ベント装置を一体に備えたもの (253)
挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
型開き,型閉めまたはクランプ (199)
取付け,交換または心合わせ (215)
可動のもの,例.成形ステーションへまたは成形ステーションから (27)
材料または製造方法に特微があるもの (1,991)
成形面の形状,例.リブ,溝,に特徴があるもの (734)
成形品,例.アンダカット成形品,の取出しのための装置を備えるもの,または成形品の取出しを容易にするための特別の構造を有するもの (453)
被覆剤;離型剤,潤滑剤または分離剤 (403)
保守 (203)
コア (141)
国際特許分類[B29C33/00]に分類される特許
1 - 10 / 42
成形装置および成形方法
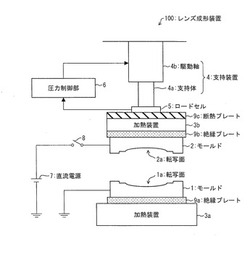
【課題】高精度に成形物を成形できる成形装置を提供する。
【解決手段】本発明に係るレンズ成形装置100は、転写面1aを有するモールド1と、転写面2aを有するモールド2と、転写面1a上に供給され、転写面2aが押し当てられた樹脂材料を加熱して硬化させる加熱装置3a・3bと、支持装置4が樹脂材料に圧力を印加するように制御する圧力制御部6と、モールド1・2間に電圧を印加して電界を形成する直流電源7とを備える。
(もっと読む)
微細構造転写装置及びスタンパ移送方法

【課題】従来の微細構造転写装置と比較して、スタンパの交換に要する時間を短縮することができると共に、スタンパの転写面に異物が付着するのを防止することができる微細構造転写装置を提供する。
【解決手段】スタンパヘッド23に取り付けられたスタンパ2を被転写体5に押し付けて、前記スタンパ2に形成された微細な凹凸パターンを前記被転写体5の表面に転写する微細構造転写装置1において、前記スタンパヘッド23に対して近接移動可能な移動ステージ31と、この移動ステージ31に設けられたスタンパ保持部32とを備え、前記スタンパ保持部32が、前記スタンパ2の前記凹凸パターンの形成面を粘着保持可能な粘着層35を有することを特徴とする。
(もっと読む)
手押し式金型運搬台車を用いた金型取扱方法
【課題】小さな操作力で効率良く、しかも安全に金型を取り扱うことのできる手押し式金型運搬台車を用いた金型取扱方法を提案すること。
【解決手段】金型収納場所から金型装着場所までの間で金型を運搬する場合には電動アシスト機構5によるアシスト力を利用して小さな力で手押し式金型運搬台車1を移動させることができる(ST2)。金型装着場所に対して手押し式金型運搬台車1を位置決めする際には、手押し式金型運搬台車1をエアー浮上状態にして(ST4)、小さな力で手押し式金型運搬台車を前後左右等の各方向に簡単に微小移動させることができるので、位置決め作業を効率良く行うことができる(ST5)。エアー浮上用の圧縮エアーの供給を外部から受けるので(ST3)、コンプレッサーを手押し式金型運搬台車1に搭載しておく必要がなく、その分、台車重量および台車製造コストなどを低減できる。
(もっと読む)
粗形材の設計支援方法及び装置
【課題】三次元の粗形材のモデリングを効率よく短時間で行える粗形材の設計支援方法を提供する。
【解決手段】設計しようとする粗形材により作成される対象物の基本形状を金型材モデルの分割面で分割する第1工程と、第1工程による基本形状の分割形状毎に粗形材の分割形状を並行して作成する第2工程と、分割粗形材形状を金型材モデルの各部に転写する第3工程と、分割粗形材形状を転写して得られた各分割粗形材金型モデルを各分割面位置を合わせて一体化する第4工程と、一体化されてなる金型モデルにより基本形状の粗形材形状を対象物側に転写する第5工程とを有して粗形材をモデリングする。
(もっと読む)
多焦点眼鏡レンズ成型用モールドの製造装置
【課題】 モールドの小玉部に固定される詰め物を安全に切断することができるようにする。
【解決手段】モールドの製造装置1は、切断機構3と、この切断機構3を覆うカバー部材4と、詰め物200を支持する支持具5とを備えている。カバー部材4には、挿入窓7と、挿入窓7から切断箇所まで延在するガイド部8が設けられている。支持具5は、一対の保持部材11を有している。この保持部材11は、保持部12と、使用者が把持する把持部13とを有している。保持部12は、詰め物200を保持すると共に挿入窓17からカバー部材4内に挿入される。また、把持部13は、保持部12をカバー部材4内に挿入した際にガイド部8からカバー部材4を貫通する。
(もっと読む)
ゴム成形体の製造方法及びトランスファー成形用金型
【課題】、気泡や未充填を抑制しつつ、金型内に未加硫ゴムを充填可能で、加硫成形後のゴム特性を良好に維持可能なゴム成形体の製造方法を提供することを目的とする。
【解決手段】金型1内に充填した未加硫ゴムを、加熱加硫した後に脱型するゴム成形体7の製造方法であって、金型1内の空間を複数領域18a〜18hに区画し、複数領域のうち、一の領域を除いた残りの領域にそれぞれブロック体19を嵌め込むことにより、残りの領域を隙間なくブロック体19で充填した状態で前記一の領域に未加硫ゴムを充填し、その後、ブロック体19のうちの一つを取り除いて空になった領域に未加硫ゴムを充填する工程を繰り返すことによって全ての領域に未加硫ゴムを充填することを特徴とする。
(もっと読む)
架橋ポリオレフィン系樹脂発泡体の製造方法及び成形金型
【課題】側面にテーパーの無い架橋ポリオレフィン系樹脂発泡体を容易、安価に製造する。
【解決手段】ベース体11上に第1〜第4分割スライド体21〜24をスライド可能に設け、第1〜第4分割スライド体21〜24を枠形状に組み合わせて第1〜第4分割スライド体21〜24内に発泡性樹脂組成物48を充填し、上蓋体で第1〜第4分割スライド体21〜24に蓋をして加熱、加圧することにより発泡性樹脂組成物の発泡剤の分解及び架橋反応を進行させ、その後に第1〜第4分割スライド体21〜24から上蓋体を離すと共に、第1〜第4分割スライド体21〜24を分離させて枠形状の外方へスライドさせることにより、膨張した架橋ポリオレフィン系樹脂発泡体を成形金型から取り出す。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】煩雑な手作業を解消し、容易に製造することが可能な樹脂成形品および樹脂成形品の製造方法を提供することである。
【解決手段】樹脂40で成形された表面層4と裏面層5を有し、表面層4と裏面層5が一体に成形された樹脂成形品1において、裏面層5は木粉混入ポリウレタン樹脂発泡体60からなる。表面層4を成形する表面層成形工程と、裏面層5を成形する裏面層成形工程を有し、上型と下型からなる成形型に樹脂40を注入して、表面層4と裏面層5を一体に成形する樹脂成形品1の製造方法において、裏面層成形工程に用いる樹脂40は、木粉混入ポリウレタン樹脂50である。
(もっと読む)
発泡成形品の成形装置
【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
発泡樹脂製品及びこれを製造するための発泡樹脂製造金型
第1成形面を有する第1金型と、第2成形面を有する第2金型と、第3金型と、を含む発泡樹脂製造金型が開示される。前記第1成形面と前記第2成形面との間にキャビティが形成され、前記第3金型は、前記第1成形面に対して移動可能に装着されてキャビティ内に突出し、前記キャビティは樹脂粒子で充填されることが可能である。
 (もっと読む)
(もっと読む)
1 - 10 / 42
[ Back to top ]