
国際特許分類[B29C33/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 加熱または冷却装置が組み込まれたもの (1,496) | 照射を利用するもの (26)
国際特許分類[B29C33/06]に分類される特許
1 - 10 / 26
加熱装置、加熱方法、成形装置及びプラスチック成形品の成形方法
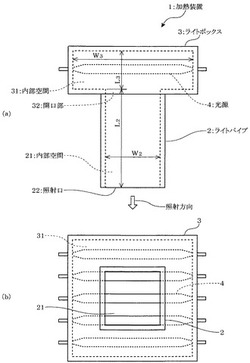
【課題】光源からの光を被照射面に均一に照射し、被照射面を均一に加熱することができる加熱装置及び加熱方法、並びに、転写率や生産性などを向上させることができる成形装置及びプラスチック成形品の成形方法の提供を目的とする。
【解決手段】加熱装置1は、断面形状が正方形のライトパイプ2と、このライトパイプ2と連結され、断面形状が正方形のライトボックス3と、このライトボックス3内に収容される光源4とを備えている。
(もっと読む)
樹脂製バルブボディ及びその製造方法

【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
光照射成形装置及び方法
【課題】熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有するゴム材料からなると共に互いに合わさる対向側にキャビティ20を形成する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面から、キャビティ20に配置した粒子状の熱可塑性樹脂6に光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射する光Xによってキャビティ20に配置した熱可塑性樹脂6を溶融させながら、一対のゴム型部2A、2Bを互いに接近させ、容積が縮小したキャビティ20に熱可塑性樹脂6の成形品7を成形するよう構成してある。
(もっと読む)
金型、金型を製造する方法、および前記金型を用いてプラスチックまたは複合材料製品を製造する方法
本発明は、キャビティの境界を画定する少なくとも1つの下部および1つの上部を含む誘導加熱金型に関し、キャビティ内部で成形材料が20℃を超える温度Ttrにされ、成形材料は、導入されかつその後成形され、金型の部分の少なくとも1つは、成形材料に熱を伝達する領域を有し、伝熱領域は、キュリー点Tcが20℃と800℃との間である少なくとも1つの強磁性材料からなる少なくとも1つの下位領域を含み、少なくとも1つの下位領域は、成形材料と接触し、および/または熱伝導率が30W.m−1K−1を超える非強磁性コーティングと接触する。本発明はまた、本発明にかかる金型を用いてプラスチック製品または複合材料製品を製造する方法に関する。 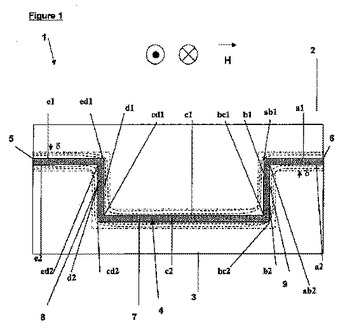 (もっと読む)
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
光学素子の成形用金型
【課題】成形品の成形条件均一化を達成する光学素子の成形用金型を提供する。
【解決手段】光学素子材料に対し成形を行うには、金型組15をINポートロードロック室12に投入し、真空引きした後、窒素置換を行い、成型室8内に投入される。図示しない前記搬送ユニットにより、成型室に投入された金型組は、加熱ゾーン、プレスゾーン、冷却ゾーンヘと順次搬送され、成形が行われる。冷却された金型組は、OUTポートロードロック室13へと搬送され、成型室から取り出される。この金型組の上金型と下金型の外周面には、予め、耐酸化性皮膜が均一になるよう施されている。この耐酸化性皮膜の種類として、耐熱性が十分であれば、皮膜の色は特に問題にはならないが、酸化皮膜のように暗色好ましくは黒色とすることで、赤外線吸収率は向上するため、より少ない電力で目標温度まで加熱することが可能となる。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、熱可塑性樹脂粒子61と、無機粉体及び滑剤の少なくとも一方である微小粒子62とを含有してなる。熱可塑性樹脂粒子61の数平均粒子径は200〜3000μmであり、微小粒子62の数平均粒子径は0.5〜50μmである。微小粒子62は、熱可塑性樹脂粒子61が100質量部に対して0.1〜10質量部含有されている。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造することができる熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、粒子径が1〜100μmの小形熱可塑性樹脂粒子62を0.1〜20質量%含有し、残部が粒子径が200〜3000μmの大形熱可塑性樹脂粒子61からなる。
(もっと読む)
樹脂成形品のコーティング方法及びコーティング装置並びに樹脂成形品
【課題】基材プレートの表面に透明樹脂のコーティング層を形成する際に、コート層を均一厚さに形成することが可能であると同時に表面を平滑に形成することが可能なコーティング方法の提供。
【解決手段】基材表面に接着、塗布、印刷などで表装面12xを形成して基材プレートを作成し、この基材プレートを成形型内30、31に収納して注入口から液状のコーティング剤を注入する。その後、成形型30、31に外部から光を照射してコーティング層を硬化させる。このとき、上記成形型30、31は、その内壁面と上記基材プレートの表装面12xとの間に略々均一厚さの成膜ギャップ20Gを形成すると共に、上記成膜ギャップ20Gに外部から光を照射するように少なくともその一部は透光性材料で構成する。また上記コーティング剤は一液性の硬化性組成物であると共に、紫外線及び/又は電磁放射線を照射することによって硬化する組成物で構成する。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】ゴム製の成形型に比べて成形型内の熱可塑性樹脂を選択的に加熱することができ、簡単な装置の構成によって、熱可塑性樹脂の各部位における加熱温度の均一化を図ることができる樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型6と、0.78〜2μmの波長領域を含む光を発する光源2と、多数の反射面31から構成したリフレクタ3とを有している。樹脂成形装置1は、光源2とリフレクタ3とを固定して目標照射位置Gへ配光する際に、各反射面31の反射による光の反射中心軸線が目標照射位置Gに到達する範囲を照射範囲Eとしたとき、光源2とリフレクタ3とを一体的に回動させることにより、目標照射位置Gの中心に対して、円を描くように照射範囲Eを変化させて、成形型6内の熱可塑性樹脂8を加熱する。
(もっと読む)
1 - 10 / 26
[ Back to top ]