
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
31 - 40 / 472
樹脂封止成形品の製造方法
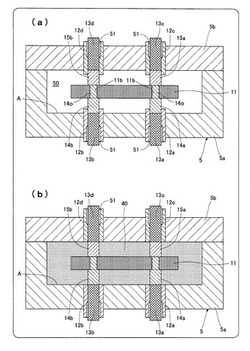
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法

【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
インサート成形方法及びインサート成形装置
【課題】構造が簡単となって、インサート物の位置決めが確実に行え、インサート物に対して気密性が高く、また一次成形品と二次成形品とが綺麗な状態で融合して見栄えを良好にすること。
【解決手段】キャビティS1内に熱可塑性の合成樹脂Jを射出してインサート物IMを位置決め保持するための位置決め部LJが形成された一次成形品FJを作製し、作製された前記一次成形品FJに形成された前記位置決め部LJにて前記インサート物IMを位置決め保持し、その溶融温度が前記一次成形品FJのための合成樹脂Jの溶融温度と同等以上である合成樹脂JAをキャビティS2内に射出することにより前記位置決め部LJを溶融して、前記インサート物IMを封止して成形品を作製する。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
樹脂成形装置およびこの樹脂成形装置を用いた成形方法
【課題】樹脂充填部分に孔が残ることが無く、電子部品の破損を抑制でき、電子部品の両面に露出部を形成することも可能な樹脂成形装置を提供すること。
【解決手段】基板アッセンブリ30を樹脂で封止した半導体装置を成形する樹脂成形装置であって、基板アッセンブリ30は、露出部33d,34dを備え、両型10,20は、キャビティ面11,21の露出部33d,34dに対向する位置に、柔軟な気密素材により膨張および収縮可能に形成されて膨張時に露出部33d,34dの全体に亘り密着可能なエアバッグ61,62を備え、エアバッグ61,62内に流体を供給および排出させてエアバッグ61,62を膨張収縮させるエア給排装置63を備えていることを特徴とする樹脂成形装置とした。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
転がり軸受のインサート成型用金型
【課題】シェル形針状ころ軸受のインサート成型時において、外輪の加工精度にバラツキがあっても、その影響を受けることなく効率よく成型できるインサート成型用金型を提供することである。
【解決手段】一対の軸方向金型21、22を備え一方の軸方向金型22が他方の金型21の方向に弾性を付与するコイルばね26によって進退自在に支持され、前記一方の軸方向金型22の型締め時の軸方向の位置がシェル形針状ころ軸受11の外輪13の軸方向寸法のバラツキ量に応じて変動する構成とした。
(もっと読む)
31 - 40 / 472
[ Back to top ]