
国際特許分類[B29C33/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 挿入物,例.ラベル,を位置決めする装置が組み込まれたもの (778)
国際特許分類[B29C33/12]の下位に属する分類
型壁に対して (306)
国際特許分類[B29C33/12]に分類される特許
51 - 60 / 472
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
生タイヤ形状保持具および生タイヤ形状保持装置

【課題】大掛かりな設備を必要とすることなくかつ簡易に生タイヤの形状を保持する。
【解決手段】生タイヤTに装着して該生タイヤTの形状を保持する生タイヤ形状保持具1において、生タイヤ保持具1は、一方向に向けて凸に湾曲した板ばね3であって、該板ばね3の凸側の面を生タイヤTの内面T1に指向させた状態にて生タイヤTの内部に挿入され、生タイヤTのビード部T2を外方に向けて付勢する少なくとも一つの板ばね3からなる。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
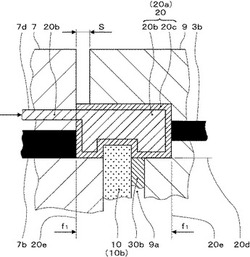
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
ガラスインサート成形用金型及びそれを用いたハウジングケースの製造方法
【課題】正面部分に充分な硬度を与えることができるハウジングケースを得ることができる製造方法とこれに用いるガラスインサート成形用金型とを提供する。
【解決手段】型締めによって固定型15と可動型10との間に平面板2を挟持するとともに、平面板2の周縁部及び端面が面するキャビティ13を形成するガラスインサート成形用金型。固定型15は、平面板2の周縁部に接する底部と当該底部から連続して平面板2の端面に接触する壁部とを先端に有するスライドコア5と、平面板2を挟持する面に設けられた吸引孔8とを備える。スライドコア5は、平面板位置決め位置Iとキャビティ形成位置IIとの間を型締め方向に進退可能である。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
樹脂成形装置、及び、樹脂成形方法
【課題】第1成形型に沿わせた加飾シートを貫通させて溶融樹脂を吐出して成形品を形成するにあたり、簡単に、且つ、確実に、経済的に行えるようにする。
【解決手段】バルブピン3の出退によって樹脂吐出ゲートGaの開閉切替が可能なバルブゲートG2を備えた第1成形型T2と、第1成形型T2との間で樹脂成形用のキャビティCを形成する第2成形型Uと、成形される樹脂成形品の表面に加飾層2を形成する加飾シート6を、第1成形型T2のキャビティ面に沿わせて配置するシート送り装置とを備え、バルブピン3は、その先端部3aが、樹脂吐出ゲートGaを閉じる状態において第1成形型T2のキャビティ面よりキャビティCの内部に突出するように形成してあり、先端部3aが加飾シート6を貫通するよう加飾シート6を保持する保持機構Hが設けてある。
(もっと読む)
成形金型および樹脂封止装置
【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
(もっと読む)
51 - 60 / 472
[ Back to top ]