
国際特許分類[B29C33/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 可動のもの,例.成形ステーションへまたは成形ステーションから (27)
国際特許分類[B29C33/34]の下位に属する分類
連続的に可動なもの (7)
国際特許分類[B29C33/34]に分類される特許
1 - 10 / 20
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
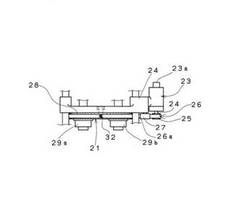
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
多層樹脂成形品成形用の金型構造

【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
樹脂成形品及び樹脂成形品製造用金型
【課題】簡易な構造で表面側から裏面側に架けて電気的に導通させつつ、薄肉化が可能な樹脂成形品、及び、樹脂成形品の製造に用いる金型を提供する。
【解決手段】シート状の電気的機能部品1の表側と裏側とに樹脂部を有する樹脂成形品であって、電気的機能部品1が、表側に露出する第1領域1Aと、裏側に露出する第2領域1Bと、第1領域1Aと第2領域1Bとを樹脂成形品の表側と裏側に変位させ、かつ、互いを電気的に導通するよう接続する接続領域1Cとを有し、電気的機能部品1の裏側に有する樹脂部として第1領域1Aの裏側に第1樹脂部4が配置され、電気的機能部品1の表側に有する樹脂部として第2領域1Bの表側に第2樹脂部5が配置される。
(もっと読む)
転写システムおよび転写方法
【課題】シート状のモールドに形成されている微細な転写パターンを被成型品に転写する転写システムにおいて、転写を効率よく行う。
【解決手段】微細な転写パターンM1が形成されている平板状のシート状モールドMAを移送位置決めするシート状モールド移送位置決め装置3と、シート状モールドMAの移送方向で上流側に設けられ、微細な転写パターンM1を被成型品Wに転写する転写装置5と、シート状モールドMAの移送方向で下流側に設けられ、転写装置5による転写がされシート状モールド移送位置決め装置3による移送がされた後、お互いが貼り付いているシート状モールドMAと被成型品Wとを引き剥がす引き剥がし装置7とを有する転写システム1である。
(もっと読む)
成形用金型
【課題】部品点数を削減でき、金型の小型軽量化及びコストダウンが可能な、型締め機構を備えた成形用金型を得ることである。
【解決手段】本発明は、上型2と下型1との型閉じ時に、両者が開かないように型締め保持すると共に、該型締め保持を解除する型締め機構を備えている成形用金型において、該型締め機構が、上型に固定されたガイドピン3と、下型内に回転可能に組み込まれているクランプブロック4と、下型の下方から挿入され、該クランプブロックと係合してこれを回転させるブロック回転部品5との3つの構成部品からなる。型閉じ時に、該ガイドピンの先端が該クランプブロック内に挿入され、該ブロック回転部品によって該クランプブロックを回転することによって、該ガイドピンと該クランプブロックとが係合して、型締めが行われる。
(もっと読む)
未加硫タイヤ組立体の一時保管装置および一時保管方法
【課題】タイヤの種類の変更に対応して他側継手片82の高さ位置を簡単な構造で自動調節する。
【解決手段】未加硫タイヤ組立体41を搬入して一側、他側継手片23、82同士を接続させた後、該未加硫タイヤ組立体41をスプリング90の付勢力に対抗しながら昇降体78と共に支持台54に当接するまで下降させるようにしたので、種類の異なった、即ち、保持体10の下面から一側継手片23までの距離が異なった未加硫タイヤ組立体41が搬入されて一側継手片23の停止高さ位置が変化しても、昇降体78、スプリング90が他側継手片82の高さ位置を前記変化に追従して簡単な構造で自動調節する。
(もっと読む)
複合光学素子の製造装置および複合光学素子の製造方法ならびに制御プログラム
【課題】複合光学素子を構成する樹脂の表面に、成形時に微細なヒケが生じることを防止し、高い光学性能および面精度を実現する。
【解決手段】成形型固定板7に支持されて基材2と対向し、基材2に塗布された紫外線硬化樹脂1の成形を行う成形型3の変位を、サーボコントローラ13によって制御されるサーボモータ9およびボールネジ機構8によって制御する複合光学素子の製造装置において、紫外線4aの照射による紫外線硬化樹脂1の硬化開始時に、サーボモータ9のトルク制限設定値21を成形型3およびその支持構造の重量に釣り合う値に変更して成形型3を浮動状態にし、紫外線硬化樹脂1の収縮硬化力に成形型3が追従するように制御し、成形型3の成形面3aが転写される紫外線硬化樹脂1の光学機能面1aにおけるヒケの発生を防止し、基材2とともに複合光学素子を構成する紫外線硬化樹脂1の光学機能面1aの面精度を向上させる。
(もっと読む)
タイヤ製造ラインにおけるタイヤとコアとの組立体の方向を再設定する装置および方法
【課題】コアとタイヤとの組立体をタイヤ製造ステーションからタイヤ硬化ステーションへと効果的かつ効率良く搬送して、製造コストとサイクル時間を最小化することが望ましい。
【解決手段】生タイヤを保持するように構成されたトロイダル形状のコア15の方向を再設定する装置は、ベース52とベース52に対して相対的に移動するように結合された方向再設定部材63とを有するコア支持構造50と、方向再設定部材63と共に移動するように結合したコア連結部材64であって、コア連結部材64と連結し、コア連結部材64をコア15にロックさせるコアロック機構84、86を備えたコア連結部材64とを有している。駆動装置56が、方向再設定部材63と連結しており、コア15の中心軸の方向が第1の方向Aから、第1の方向Aと異なる方向であって、第1の方向Aを横切る第2の方向Bに変更するように、方向再設定部材63に作用して移動させる。
(もっと読む)
タイヤ組立コアの組立、分解、および収容のための装置および方法
【課題】タイヤ組立表面を形成する複数のコアセグメントの組立、分解、および収容を効果的に実現する。
【解決手段】中心軸から半径方向に延びている複数のコアセグメントを有し硬化工程中にタイヤを支持する、分割された環状のコア15を、分解し、組み立て、使用する装置において、分割されたコア15を、タイヤ硬化ライン10内の複数のステーション16,18,22,34の間を移動させる搬送機構と、複数のコアセグメントを、硬化したタイヤから個別に取り外し、互いに離れて位置するそれぞれの収容位置に個別に配置するセグメント取り外し装置と、複数のコアセグメントを各セグメント収容位置から個別に取り外し、組み立てられた状態の分割されたコア15を形成するために、それぞれのコア位置に個別に配置するコアセグメント組立装置とを有する。
(もっと読む)
発泡成形設備
【課題】レイアウト変更の自由度が高く、また設備も簡易となる発泡成形設備を提供する。
【解決手段】台車70がライン1〜6を循環し、1周する度に成形品が成形される。金型80に対し、防爆注入ゾーン10にてウレタン原液が供給される。台車70は、ライン1、2を経て、ライン3,3a,3bのいずれかを走行する。この間、金型80が温水で加熱され、ウレタンの発泡及び硬化反応が進行する。蓋開け機31で上型82が開放され、脱型ゾーン32で成形品が下型81から脱型される。台車70は、次いで離型剤塗布ゾーンまで走行し、キャビティ面に離型剤が塗布される。副資材が副資材セットゾーン50において金型80にセットされる。待機ゾーン60での待機中に、温水の交換、エアタンク79へのエアの補充、バッテリ71への充電が行われる。
(もっと読む)
1 - 10 / 20
[ Back to top ]