
国際特許分類[B29C33/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 材料または製造方法に特微があるもの (1,991) | プラスチック,例.発泡体,ゴム (252)
国際特許分類[B29C33/40]に分類される特許
1 - 10 / 252
マスキング材の製造方法
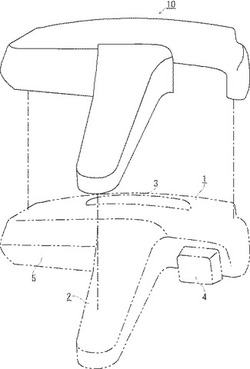
【課題】 部材上に定められたマスキング範囲を被覆し、保護するマスキング材を、簡易かつ安価に成形することが可能な製造方法を提供する。
【解決手段】 部材上に定められたマスキング範囲を被覆し、保護するマスキング材10の製造方法であって、上記マスキング範囲の形状を概略的に再現してなる簡易型を使用し、熱可塑性樹脂製シートを用いた真空および/または圧空成形によって該簡易型から中空状の複製型を複製する第1工程と、上記複製型の一面または両面に液状のエラストマーを塗布して乾燥する第2工程と、上記複製型からエラストマーを剥がして該エラストマーからなる上記マスキング材10を得る第3工程と、を備える。
(もっと読む)
成形体の製造方法
【課題】微細なパターンを有する成形体を、目的の形状を有するものとして効率よく製造することができる成形体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、成形型を用い、ワークを加熱して、幅が10nm以上500μm以下の微細なパターンを有する成形体を製造する方法であって、前記成形型の構成材料と前記ワークの構成材料との貯蔵弾性率E’の差が100[MPa]以上となる温度T[℃]で成形を行う加熱工程と、前記ワークを加熱・成形することにより得られた成形体を前記成形型から離型する離型工程とを有し、前記温度T[℃]における前記ワークの構成材料の線膨張係数をα1[℃−1]、前記温度T[℃]における前記成形型の構成材料の線膨張係数をα2[℃−1]としたとき、|α1−α2|≦100.0×10−4の関係を満足することを特徴とする。
(もっと読む)
ナノインプリント用複製モールド

【課題】耐久性が高く、かつ安価な複製モールドを提供する。
【解決手段】本発明に係る複製モールド1は、ナノインプリント用の複製モールド1であって、基体10と、基体10上に形成され、主成分が無機ナノ粒子と樹脂からなり、表面に凹凸が形成された複製モールド構造体20とを具備する。複製モールド構造体20は、押し込み弾性率が4000N/mm2以上、74000N/mm2以下であり、線熱膨脹係数が10×10−5K−1未満であり、かつ、365nmにおける透過率が70%以上である。
(もっと読む)
積層ナノモールドの製造方法および材料、ならびにそれによって得られたナノ粒子
【課題】ナノ粒子を成形するためのナノサイズの空孔を有するモールドを製造するための材料および方法を提供する。
【解決手段】所定の形状を有する空孔110を画定するポリマーの層と、該ポリマーの層に結合した支持層102と、該支持層102に結合したポリマーの層を受け入れるよう構成され大きさが決められた第1および第2のローラーとを含む積層ナノモールドシステム。
(もっと読む)
成形品の製造方法及び製造装置
【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
RTM成形方法及びそれによるFRP成形品
【課題】樹脂成形品について、複雑な形状部分を有したものであってもマトリックス樹脂にフェノール樹脂を用いながら生産性の低下を伴うことなく高精度に成形できるようにする。
【解決手段】下型2にゲルコート塗装層50を設けて強化繊維シート60を敷設するとともに所定位置に置き駒5を配し、その後上型3を被せて上下両型の外周側重ね合わせ部分を所定の手段で密着させ、熱硬化性樹脂を注入して強化繊維シート60に含浸させながら型内部20に充填した後、所定の温度で加熱し熱硬化性樹脂を硬化させてFRP成形品を得るRTM成形方法において、その熱硬化性樹脂をフェノール樹脂とし、前記置き駒5が、軟質樹脂製の駒5aと硬質樹脂製の駒5bの組み合わせからなり型内部20でアンダー部分25aを有した隙間空間25を埋めるように配置される、ことを特徴とするものとした。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
石目調内装材の製造方法
【課題】サイディング以上に本物の石材の凹凸を表現した石肌面を有し、その石肌面に凹凸に加えて、鉱物の結晶面を表す多数の微細な結晶面部9,9,…が出た質感を有する石目調内装材が後塗装や後加工によることなく実現できるようにする。
【解決手段】多数の鉱物の結晶を有する、火成岩又は変成岩からなる原石材をランダムに切削して、凹凸のある石肌面(割石面)が形成されかつ石肌面に結晶の一部が平滑面(平面)からなる結晶面として部分的に露出したマスター石材を形成する。そのマスター石材に溶融シリコン樹脂を押し当ててシリコン型を取り、そのシリコン型に発泡材(成形材料)を流し込んで発泡成形させて成形体を得、その成形体の表面を塗装する。
(もっと読む)
微細構造形成用母型およびその製造方法
【課題】モールドの表面に溝部の幅が100nm以下の微細凹凸構造だけでなく、比較的広い溝部の幅(好ましくは100〜10000nm)を有する微細凹凸構造も形成することが可能な微細構造形成用母型を提供すること。
【解決手段】2種以上の樹脂により形成された2種以上の樹脂層を備える積層体からなり、該積層体の外表面のうちの前記樹脂層の積層方向と略平行な外表面に、溝部を備える凹凸構造を有し、前記溝部の底面が、前記2種以上の樹脂層のうちの1種の樹脂層(A)の端面の少なくとも一部を含むものであり、前記溝部の底面の長手方向が前記樹脂層(A)の端面の長手方向と略平行であることを特徴とする微細構造形成用母型。
(もっと読む)
複合材中空部品の成形方法及び成形装置
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
1 - 10 / 252
[ Back to top ]