
国際特許分類[B29C33/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | コア (141)
国際特許分類[B29C33/76]に分類される特許
31 - 40 / 141
絶縁チューブユニット成形用の型および絶縁チューブユニット
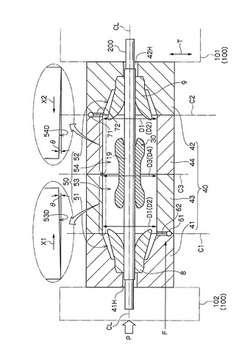
【課題】油圧による型締め部が不要であり、装置の小型化が図れる絶縁チューブユニット成形用の成形型および絶縁チューブユニットを提供する。
【解決手段】電力ケーブルの接続部を絶縁処理するための絶縁チューブユニット10を成形するキャビティを有する絶縁チューブユニット成形用の成形型40は、3つ以上のブロック41〜44から構成されており、3つ以上のブロック41〜44は、絶縁チューブユニット10の径方向C1、C2に径方向に沿った分割面で分割されている。
(もっと読む)
モールド金型とこれを備えるモールド装置

【課題】流動性の高い成形用樹脂であっても、モールド金型を構成する金型部材間の隙間部分に進入した樹脂による不具合の発生を回避すること。
【解決手段】複数の金型部材を備えて構成され、金型パーティング面において熱硬化性樹脂230が供給される領域に接続する接続面を有する隙間S1〜S5が金型部材間に形成され、隙間S1〜S5を挟んで配置される金型部材の少なくとも一方に、熱硬化性樹脂230が供給される領域からの隙間S1〜S5の奥行き方向に対して交差する方向に沿って延在するように交差溝132,142,152,164,242,244,252が形成されていることを特徴とするモールド金型300。
(もっと読む)
内部半導電層、内部半導電層を用いた絶縁チューブユニット、および内部半導電層成形用の成形型
【課題】電界が高い部分である両端部にはパーティングラインが生じることなく、電気破壊の発生を抑えることができ、表面の凹凸部分の研磨作業時間を短縮できる内部半導電層、内部半導電層を用いた常温収縮型絶縁チューブユニット、および内部半導電層成形用の成形型を提供する。
【解決手段】内部半導電層30は、電力ケーブルの導体部同士の接続部を覆う常温収縮型絶縁チューブユニット10内に配置され、成形により筒状に作られ、成形の際に形成されるパーティングライン180が内部半導電層30の中央部において内部半導電層30の軸方向CLと交差する方向に沿って配置されている。
(もっと読む)
航空及び宇宙技術用の繊維複合コンポーネントの製造方法
本発明は、繊維複合コンポーネント(10)、特に航空宇宙用の繊維複合コンポーネントの製造方法と、対応するモールドコア(7)と、対応する繊維複合コンポーネント(10)とに関する。前記方法は、外部形状を画するためのモールディングツール(14)によってコルクを含有する材料から前記モールドコア(7)を形成するステップと、製造されるべき前記繊維複合コンポーネント(10)の少なくとも1つのモールド部(13)を形成するために、このように形成された前記モールドコア(7)を製造されるべき前記複合コンポーネント(10)のベース部材(11)上で少なくとも部分的に硬化した強化部材(1)に当接させて配置するステップと、前記繊維複合コンポーネント(10)を製造するために、少なくとも前記モールド部(13)を熱又は圧力に多段階でさらすステップとを有する。 (もっと読む)
プラスチックレンズ、プラスチックレンズウエハ、成形金型、プラスチックレンズユニット、撮像装置、電子機器、及びプラスチックレンズの製造方法
【課題】レンズ基板の裏面にレンズ用の光学樹脂が延在するように製造される場合に、光学樹脂の硬化収縮に起因する反り、及び光学樹脂により成形されるレンズ材料とレンズ基板等のフレーム材料との線膨張係数差に起因する反りを抑制し、高性能かつ高い信頼性を付与したプラスチックレンズ、プラスチックレンズウエハ、成形金型、プラスチックレンズユニット、撮像装置、電子機器、及びプラスチックレンズの製造方法を提供する。
【解決手段】プラスチックレンズ10は、第1の貫通孔1を有するレンズ基板2と光学樹脂からなるレンズ有効径部3とを備えている。第1の貫通孔1には光学樹脂が充填されている。光学樹脂はレンズ基板裏面2aを覆うように延在されている。レンズ基板表面2bの第1の貫通孔1の周辺には、光学樹脂が充填された掘り込み部6が形成されている。
(もっと読む)
成形装置
【課題】成形品の品質を確保しつつ、組付容易性を向上できる成形装置を提供する。
【解決手段】金型を形成する素材の熱膨張係数よりも、コアを形成する素材の熱膨張係数の方が大きくすることで、常温時に比べて成形時における小径部30bと小開口10bとの隙間が小さくなるので、かかる隙間に樹脂が流れ込むことが抑制され、バリ等の少ない高品質な光学素子を成形できる。また、コアの成形転写面の加工時の温度を調整することで、成形品の精度品質も向上する。
(もっと読む)
中空成形品、中空成形品用金型、中空成形品の製造方法
【課題】簡単な設備と工程により効率的に製造することができる中空成形品、中空成形品用金型、中空成形品の製造方法を提供する。
【解決手段】中空成形品1は、上面11tに開口する溝12が形成された溝成形体11及び溝12を閉塞する蓋体14を有する第一次成形部位10と、蓋体14で溝12を閉塞した状態で溝成形体11の上面11tに配置された第二次成形部位15と、を備える。
(もっと読む)
樹脂成形品及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品を隙間なく密着させることができ、あるいは、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品を提供することを課題とし、その成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、その端部から一方向に延出するように形成されるバリが変形した状態で収容されるように構成された切欠部を備えることを特徴とする。
(もっと読む)
金型装置及び成形品の製造方法
【課題】ダイスライドインジェクション成形においてスライドコアによって成形品にアンダーカット部を成形しても、成形品の変形を抑制することが可能な金型装置及び成形品の製造方法を提供する。
【解決手段】ダイスライドインジェクション成形に用いる金型装置は、型開閉可能に構成された可動型17及び固定型を有し、可動型17が型開閉方向と直交する方向に沿って第1位置と第2位置との間で移動可能に構成されている。そして、可動型17にはケース部材にアンダーカット部を成形するためのスライドコア30が設けられ、該スライドコア30は可動型17とともに第1位置と第2位置との間で移動可能に構成されている。
(もっと読む)
ゴムホースの製造方法
【課題】加硫済みゴムホースを製造する上で、ホース層内での気泡残存を抑制しつつ生産性を高める。
【解決手段】定寸裁断済みの直管状の未加硫ゴムホース10SNKを、常圧より高い0.05〜1MPaの圧力とEPDMゴム材料の加硫を起こす加硫温度(170〜200℃)とを満たす1次加硫環境を維持する複数の加硫缶100に連続的に挿入配置する。それぞれの加硫缶100は、この1次加硫環境を維持する構成を備えてループ状に搬送されるので、加硫缶100に挿入配置された未加硫ゴムホース10SNKは、加硫缶のループ状搬送の間において1次加硫処理に連続的に処される。その後、1次加硫済みの半加硫ゴムホース10SKは、大気圧下で上記加硫温度を満たす2次加硫環境を作る2次加硫装置500にて、加硫完了までの2次加硫に連続的に処される。
(もっと読む)
31 - 40 / 141
[ Back to top ]