
国際特許分類[B29C33/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | コア (141)
国際特許分類[B29C33/76]に分類される特許
41 - 50 / 141
ゴムホースの製法

【課題】アバタ等の外観不良が生じず、マンドレルの差し込み、抜き取り,洗浄性等の作業性に優れたゴムホースの製法を提供する。
【解決手段】マンドレル1に未加硫ゴムホース3を嵌挿するに際し、マンドレルの外周面に予め下記の(X)を塗布するとともに、未加硫ゴムホースの内周面に予め下記の(Y)を塗布する工程と、上記マンドレルに未加硫ゴムホースを嵌挿した状態で未加硫ゴムホースを加硫する工程と、上記加硫後の加硫ゴムホースからマンドレルを引き抜く工程と、上記引き抜いた後の加硫ゴムホース側に塗布された上記(Y)を水性液で洗浄する工程とを備えたゴムホースの製法である。(X)非水系の潤滑剤2。(Y)水溶性増粘剤を含有する水溶液であって、粘度が2000〜5000mPa・sの範囲に調整された水溶液。
(もっと読む)
ベルト押し延ばし型マンドレル

【課題】旋盤等の装置の中心線上で大きなベルトを精度よく保持することが可能なマンドレルを提供し、そうしたベルトを嚢状部材無しで低コストに製造できるようにする。
【解決手段】筒状の芯軸1の両端にそれぞれ円形プレート3,5の対を配置し、隣り合った2個の円形プレートに面するようプレート3又は5の表面に溝6を形成し又は予め形成しておき、その溝6内にOリング7を配することによってマンドレルを形成する。ボルトでプレート3・5間を締め付けるとOリング7が変形してプレート3,5の周から部分的に出っ張るので、締め付けが均等であれば、このマンドレルに筒状で金属製のシート10を装着したとき、マンドレルとシート10の間の間隔が十分均等になる。更に、シート10の周りにベルト11を介しベルト基材12を装着又は形成し、その上に被覆を形成することによって、被覆付のベルトが得られる。
(もっと読む)
コア金型
【課題】ベース金型とピンコアとの組立公差を最小化して成形面を有するピンコアの位置精度を高めて、成形物の形状精度を高めることができるコア金型を提供する。
【解決手段】本発明によるベース金型の貫通孔に挿入されるコア金型は、一端に成形面が形成された軸状のピンコアと、ピンコアの外周面に結合され、ベース金型よりも大きい熱膨張係数を有する位置決め部材と、を含むことを特徴とする。
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 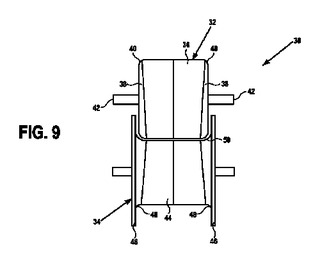 (もっと読む)
(もっと読む)
加硫ブラダー
【課題】タイヤ内面と加硫ブラダー間にエアーが残ることを抑制して不良タイヤの発生を低減することができ、またブラダーライフが短くなることを防止して生産性を向上させることができるBOM式加硫装置用の加硫ブラダーを提供する。
【解決手段】生タイヤの内面に接して膨張することにより前記生タイヤを金型面に押圧して成形するためのBOM式加硫装置用の加硫ブラダーであって、中央部が径方向の外側に突出した胴部と、前記胴部の上下各端部に続くフランジ部とを備え、前記フランジ部の各々が開口部を形成しており、前記胴部の子午線断面形状が、前記各フランジ部に続く上下の各グリップ部と、前記各グリップ部に続いて中央部まで径方向の外側に向けて伸びる上下の各直線部と、前記各直線部を緩やかな曲線で結ぶ中央部により形成された加硫ブラダー。
(もっと読む)
空気入りタイヤの製造方法および装置
【課題】加硫時におけるグリーンタイヤ12の物性変化および圧力分布、温度分布の不均一に基づくベアの発生を効果的に抑制する。
【解決手段】コア本体41における流体通路46の開口をフィルム体48により覆うとともに、加硫時にこれらの間にスチームを供給して膨出したフィルム体48によりグリーンタイヤ12を加硫金型53に押し付けるようにしたので、グリーンタイヤ12とスチームとの接触が阻止され、しかも、均一化された圧力分布、温度分布下でグリーンタイヤ12を型付けしながら加硫することができる。
(もっと読む)
管材への被覆材の取付装置
【課題】既に成形されている管材における特に角筒状部の内周面に、不織布等の被覆材をきっちりと沿わせながら精度良く取り付けることができる取付装置を提供する。
【解決手段】この取付装置1は、角筒状部5を備えた管材3を支持する支持部材34と、この支持部材34によって支持された管材3の角筒状部5内側に対して挿脱可能とされて、角筒状部5の内周面に対して近接離間する方向に移動可能とされた分割型材52〜54、55〜57を有する2組の内金型50、51とを備えている。そして、管材3の角筒状部5の内周面に沿って方形枠状に仮張りした被覆材2に、内金型50、51の分割型材52〜54、55〜57を交互に押し付ける際に、各回の押し付け部位を角筒状部5の内周面に沿った周方向にずらしながらそれら押し付け部位の端部同士を互いにオーバーラップさせる。
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆フィルム12と、を備える。表面被覆フィルム12がフッ素フィルムで構成されている。
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆繊維材12と、を備える。表面被覆繊維材12は、フッ素繊維及びそれ以外の繊維を含む複数種の繊維材料で構成されている。
(もっと読む)
41 - 50 / 141
[ Back to top ]