
国際特許分類[B29C33/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | コア (141)
国際特許分類[B29C33/76]に分類される特許
51 - 60 / 141
非回転対称のプロジェクティルを用いて中空のキャスティング物品を製造するためのキャスティング装置
中空のキャスティング物品を製造するためのキャスティング装置は、キャビティと、該キャビティ内に流動性のキャスティング材料を充填するための充填装置と、プロジェクティル(10)を駆動して、前記キャビティ内に充填されたキャスティング材料内へ、有利には該キャスティング材料を通して運動させるために形成されている押しのけ装置とを備え、前記プロジェクティルはプロジェクティル長手方向軸線(12)に沿って延在しており、前記プロジェクティル(10)は、該プロジェクティル(10)の長手方向延在長さの少なくとも軸方向の一輪郭区分(48)において、非回転対称の横断面を有する。 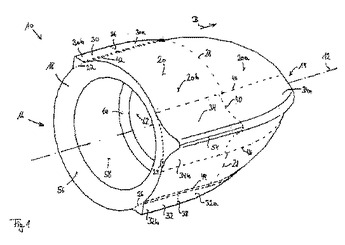 (もっと読む)
(もっと読む)
成形型
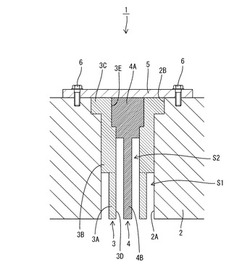
【課題】締結部を有する成形品を成形する成形型の製作工期を短縮する。
【解決手段】本発明は、円筒状をなす円形リブ11の端部に開口する開口部からボス部12が突出して設けられた締結部10を有するドアトリム20を成形する成形型1であって、成形型1において締結部10を成形する部位は、円形孔からなる装着孔2Aを有する型本体2と、装着孔2Aに嵌合し、円形孔からなる支持孔3Dを有する円筒部材3と、支持孔3Dに嵌合する段付ピン4とから構成され、円形リブ11を成形するための円形リブ成形空間S1は、装着孔2Aの内周面と円筒部材3の外周面との間に形成され、ボス部12を成形するためのボス部成形空間S2は、支持孔3Dの内周面と段付ピン4の外周面との間に形成されている構成としたところに特徴を有する。
(もっと読む)
成形用中空部材

【課題】成形用中空部材の製造工数を抑制しながら、成形用中空部材の耐圧性を向上させる。
【解決手段】成形用中空部材1は、耐圧ホース11と、この耐圧ホース11の外周面を覆うように設けられたシリコーンゴム製外覆体12とを備えている。
(もっと読む)
成形用金型及びそれを用いた成形体の製造方法
【課題】一端部が閉塞した中空筒状の成形体を成形する成形用金型において、2段階で成形を行うことなく、片持ち梁状のコアの自由端部近傍の撓みを防止できるため、成形体の一端部近傍の偏肉を防止することができる成形用金型、及び該成形用金型を用いた成形体の製造方法を提供すること。
【解決手段】一端部が閉塞した中空筒状の成形体を成形する成形用金型1であって、キャビティ2、コア3を備えており、コア3は、キャビティ2のキャビティ面の内側に片持ち梁状に配設されており、これにより、キャビティ2のキャビティ面とコア3の外面との間に、中空筒状の前記成形体を形成し得るキャビティ空間Qが形成されており、キャビティ2には、片持ち梁状のコア3の自由端部32近傍を、保持し得るコア先端保持機構6が設けられている。
(もっと読む)
薄肉の立体成形品とその金型装置
【課題】 射出成形による薄肉容器の成形品、例えば深形のコップやブリスタのようなフィギュアケースなどの薄肉容器の一体成形には、以下の課題がある。
(1)成形品全体に熔融樹脂を均一に行き渡らせる構造が必要である。
(2)離型不良を生じない成形品の構造およびそれを実現する金型構造が必要である。
【解決手段】 本発明の薄肉の立体成形品は、以下の構成としたことを特長とするものである。
(a)底面4と側面5と開口部26を有する薄肉容器1
(b)前記薄肉容器1の開口部26の内周に形成される凸部24
(もっと読む)
樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法
【課題】成形する樹脂成形品の形状によらず、充填完了時にキャビティ内に発生させる圧力を適切に維持することができ、精度よく樹脂成形品を成形することができる樹脂成形用のゴム型、並びにこれを用いた成形装置及び成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、樹脂成形品を成形するための空間であるキャビティ22内に、所定の圧力で溶融状態の熱可塑性樹脂6を充填するよう構成したゴム製の成形型である。ゴム型2は、複数の分割型部21を組み合わせてなると共に、分割型部21同士が対面する分割面20にキャビティ22を形成してなる。ゴム型2には、キャビティ22内へ熱可塑性樹脂6を導くためのランナー23と、キャビティ22に連通する余剰空間24とが形成してある。余剰空間24は、キャビティ22内において熱可塑性樹脂6が最後に到達する末端部位220に連通している。
(もっと読む)
ウォームホイールギヤ成形用の金型製造方法及びウォームホイールギヤ成形用の金型
【課題】高精度の樹脂成形が可能で、成形されたウォームホイールギヤを容易に抜き出すことが可能な金型の製造方法を得る。
【解決手段】第1加工ステップにおいて、金型材料20Mの第1開口A1から挿入した工具30によって、ウォームホイールギヤのギヤ領域に対応するギヤ領域成形部20Gを切削加工する。次に、第2加工ステップにおいて、金型材料20Mの第2開口A2から挿入した工具30によって、ギヤ領域の歯幅方向に連設されるヘリカル領域に対応するヘリカル領域成形部20Hを切削加工する。
(もっと読む)
インモールドラベル容器の製造システムおよびインモールドラベル容器の製造方法
【課題】ラベル原反を打抜いて成形したラベルを精度良くかつ迅速に成形金型内に配置すること。
【解決手段】インモールド容器の製造システム10は、ラベル原反2aを供給するラベル原反供給部11と、ラベル原反供給部11から供給されたラベル原反2aの下方に位置する筒状下型21と、筒状下型21との間でラベル原反2aを打抜きラベル2を成形するパンチ22とを備えている。パンチ22内にラベル原反2aおよび成形されたラベル2を吸着保持する吸着ヘッド23が配置されている。吸着ヘッド23により吸着されたラベル2は、ラベル吸着搬送ライン35、移載装置15、および吸着移動板16を経てラベル巻付部33に待機するラベル保持コア5の外周に吸着して巻付けられる。外周にラベル2を巻付けたラベル保持コア5は、成形金型30内に挿着される。
(もっと読む)
はすば歯車用成形装置
【課題】 製造コストが安価でありながら高精度な成形が可能な成形装置を提供する。
【解決手段】 基台21にコア本体22を固定するとともに、このコア本体22の周囲に側面型部材26を設ける。側面型部材26は、筒部26aと、この筒部26aの上部に設けるとともに内側に向かって張り出した環状凸部24を有し、上記環状凸部24の張り出し面には軸線に対して傾斜した溝からなる歯形26dを形成する。上記基台21と上記筒部26aとの対向面のいずれかであって、コア本体22の外方にガイド溝28を形成するとともに、このガイド溝28には転動体30を転動可能に組み込む。しかも、上記転動体30にはガイド溝28から突出する方向の弾性力を付与させる。
(もっと読む)
樹脂成形におけるヒケ抑制装置
【課題】樹脂の圧力を利用するだけで、ヒケの発生を抑制することができる技術を提供することを課題とする。
【解決手段】ヒケ抑制装置10は、第1のピン11と、第1の弾性部材32と、第2のピン16と、第2の弾性部材35と、クラッチボール20と、筒体21とを基本要素とする。
【効果】第1のピンを付勢している第1の弾性部材は、第1のピンと第2のピンとで圧縮される。第1の弾性部材には十分に強力な弾性エネルギーが蓄積される。第2のピンが一定距離後退すると、クラッチボールが外れて、第1のピンは自由になる。樹脂が凝固して収縮すると、第1のピンが第1の弾性部材で押し出され、強く樹脂を押す。この結果、ヒケの発生を十分に抑制することができる。
(もっと読む)
51 - 60 / 141
[ Back to top ]