
国際特許分類[B29C39/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 一定長の物品,すなわち.不連続物品,を製造するためのもの (1,936) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (1,223)
国際特許分類[B29C39/10]に分類される特許
1 - 10 / 1,223
インサート部品設置装置及びそれを備えた発泡材成形機
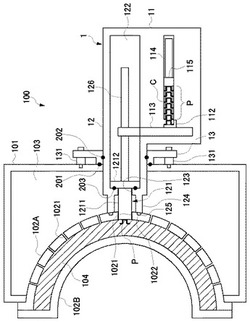
【課題】 低コスト、省スペースであり、インサート部品の設置位置が制約されることなく、インサート部品を成形空間内に設置できるインサート部品設置装置を提供する。
【解決手段】 発泡材成形機100の成形空間104にインサート部品Pを供給するインサート部品設置装置1は、インサート部品Pを保持するとともに、成形時に、保持されたインサート部品Pが成形空間104の内部に位置するように、成形空間104を形成する金型102Aの一部となる保持部材121と、金型102Aの一部として成形空間104を形成する成形位置と、新たなインサート部品Pを供給する退避位置との間で、保持部材121を駆動する駆動機構126とを備えている。
(もっと読む)
成形用機器

【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
樹脂膜形成装置
【課題】液状樹脂の廃棄を少なくして、樹脂膜の形成コストを低減すること。
【解決手段】本発明の樹脂膜形成装置(2)は、ウェーハ(W)を保持する吸着面(61)を囲むように環状凸部(65)が設けられた成膜用テーブル(22)と、成膜用テーブル(22)の環状凸部(65)に当接して、ウェーハ(W)上方に液密な空間(S)を形成する塗布部(23)とを備え、塗布部(23)には、液密な空間に液状樹脂を供給する供給口(74)と、ウェーハ(W)の外周側に対向する位置において液密な空間(S)内を吸引する吸引溝(76)とが形成され、成膜用テーブル(22)と塗布部(23)とを相対的にスライドさせる構成にした。
(もっと読む)
ストラップ付き硬質ウレタン発泡体の製造方法
【課題】作業時間の短縮、型費削減を実現し、品質確保しながら生産性向上に貢献するストラップ付き硬質ウレタン発泡体の製造方法を提供する。
【解決手段】型開状態下、ストラップ基端部52が型閉じ時に発泡型1のキャビティC内へ配される一方、ストラップ先端部51が該キャビティC外に出るように、発泡型1にストラップ5をセットし、次いで、該キャビティC内に硬質ポリウレタンフォーム原料8を注入すると共に型閉じし、その後、硬質ポリウレタンフォーム原料8を発泡膨張させ、発泡硬化した硬質ウレタン発泡体7に前記ストラップ基端部52を埋設一体化させて、前記ストラップ先端部51が該硬質ウレタン発泡体7から突き出すようにした。
(もっと読む)
樹脂成形体及びこれを用いた樹脂製歯車
【課題】より高強度な樹脂成形体及びこれを用いた樹脂製歯車を提供する。
【解決手段】樹脂と短繊維の複合体である樹脂成形体であり、この短繊維が、その周面の一部に繊維径方向の外方へ突出する突出部及び/又は繊維径方向の内側へ凹む凹部を有している。樹脂と短繊維の複合体は、短繊維同士の絡み合いにより形成された不織布に樹脂が保持されてなるものであることが好ましく、樹脂成形体中に占める短繊維が5〜85体積%であることがより好ましい。樹脂製歯車は、その歯部に上記の樹脂成形体が用いられる。
(もっと読む)
成形品、成形品成形方法、成形品成形システムおよびタグ供給貼り付け装置
【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】成形品本体部3と、基端側部位15と先端側部位17とで構成され、先端側部位17が成形品本体部3から突出し、基端側部位15の表面の一部位が成形品本体部3に接触し、基端側部位15の表面の残りの他部位が露出するようにして、成形品本体部3に一体的に設けられ、残りの他部位の少なくとも一部の表面が粘着性を備えている離型用部材5とを有する成形品1である。
(もっと読む)
炭素繊維強化樹脂成形品及びその製造方法
【課題】炭素繊維のロスの発生を抑制した炭素繊維強化樹脂成形品及びその製造方法を提供する。
【解決手段】炭素繊維がシート状基材に固定されて構成された内部構造材11と、該内部構造材を被覆するように設けられた樹脂被覆層12と、を備えた炭素繊維強化樹脂成形品10であり、内部構造材が炭素繊維とそれ以外の繊維との複合糸で形成され、成形型のキャビティに炭素繊維がシート状基材に固定されて構成された内部構造材を配置し、該キャビティ内に未固化樹脂材料を供給する成型工程を含む炭素繊維強化樹脂成形品の製造方法。
(もっと読む)
クッションパッドの製造方法及びその発泡型
【課題】型面への裏当て材のセットが簡単ながら、型面への裏当て材の追随性を良好にして、発泡成形時に裏面側への発泡原料のリークをなくし、作業性向上,品質向上に貢献するクッションパッドの発泡型を提供する。
【解決手段】キャビティ形成用型面1aにセットされたシート状裏当て材8が、パッド本体裏面71に被着一体化されるクッションパッドの発泡型において、型面1aから突出する二つの衝立部51がその立面51aを対向させて配設され、且つ両衝立部51の上縁から相手方衝立部51へ向けて夫々延出される内鍔部52が設けられる横断面逆L字形の細長部材5を一対具備し、型面1aに当接させて、シート幅Wが両衝立部51の間に収まる裏当て材8が、その両側縁81を衝立部51でガイド規制させ且つ両側縁寄りシート部分82を内鍔部52に潜り込ませその長手方向に向けて係止させて、型面1aにセットされるようにした。
(もっと読む)
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
クッションパッドの製造方法及び発泡成形型
【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
1 - 10 / 1,223
[ Back to top ]