
国際特許分類[B29C39/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764)
国際特許分類[B29C39/22]の下位に属する分類
型内への材料の供給 (429)
型またはコア (691)
成形品の取出し (69)
加熱または冷却 (80)
体積の変化,例.収縮,の補償 (26)
特別の条件,例.真空,下での注型成形 (146)
計量,制御または調整 (112)
国際特許分類[B29C39/22]に分類される特許
1 - 10 / 211
成形用機器
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
眼鏡用プラスチックレンズの製造方法および成形型の保管用ケース

【課題】眼鏡用プラスチックレンズ成形用の成形型を保管用ケースから洗浄用ラックに速くかつレンズ成形面を傷つけることなく移し、生産性の向上を図る。
【解決手段】眼鏡用プラスチックレンズ成形用の成形型1を保管用ケース2に収納する収納ステップS1Aを有する。保管用ケース2は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2の上に洗浄用ラック13を上下反転させて載せるラック接続ステップS2を有する。洗浄用ラック13は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2と洗浄用ラック13とを上下反転させる移載ステップS3を有する。成形型1を洗浄する洗浄ステップS4と、成形型1を使用して眼鏡用プラスチックレンズを成形する成形ステップS5とを有する。
(もっと読む)
ストラップ付き硬質ウレタン発泡体の製造方法
【課題】作業時間の短縮、型費削減を実現し、品質確保しながら生産性向上に貢献するストラップ付き硬質ウレタン発泡体の製造方法を提供する。
【解決手段】型開状態下、ストラップ基端部52が型閉じ時に発泡型1のキャビティC内へ配される一方、ストラップ先端部51が該キャビティC外に出るように、発泡型1にストラップ5をセットし、次いで、該キャビティC内に硬質ポリウレタンフォーム原料8を注入すると共に型閉じし、その後、硬質ポリウレタンフォーム原料8を発泡膨張させ、発泡硬化した硬質ウレタン発泡体7に前記ストラップ基端部52を埋設一体化させて、前記ストラップ先端部51が該硬質ウレタン発泡体7から突き出すようにした。
(もっと読む)
埋込型樹脂流動媒体シートおよびそれを用いた繊維強化プラスチック、およびその繊維強化プラスチックの製造方法
【課題】 樹脂含浸後に樹脂流動媒体を剥離する必要がなく、そのまま埋め込むことができる埋込型樹脂流動媒体シート等を提供すること。
【解決手段】
液体樹脂を注入して成形される繊維強化プラスチックに用いられる樹脂流動媒体シート1であって、この樹脂流動媒体シート1を、強化繊維糸を編物組織によりシート状に編成して、JIS L 1018に準拠して測定した圧縮率が45〜60%で、かつ、真空圧−0.1MPa下における空隙率を75〜95%にして、樹脂注入後に繊維強化プラスチック内に埋込可能にするという技術的手段を採用した。
(もっと読む)
クッションパッドの製造方法及び製造装置
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
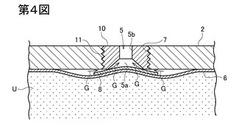
クッションパッド及びその製造方法
【課題】シート材を発泡型にセットし易いばかりか脱型も容易で、シート材の垂れ下がりをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法を提供する。
【解決手段】シート材8を発泡型1にセット後、発泡原料fの注入,型閉じを経て、裏面F1にシート材8が被着一体化されるパッド本体Fを発泡成形するクッションパッドPの製造方法で、シート状裏面材8bとプレスフェルト8aとを固着した積層シート部8Aが形成され且つ積層シート部8Aを貫通する通孔80が形成されたシート材8と、通孔80を塞いで窪み穴uになるよう積層シート部8Aのシート面85に貼着一体化される強磁性体入りテープ片9と、キャビティC側へ張り出し且つ窪み穴uに嵌合する突出磁石5が設けられた発泡型1とを具備し、窪み穴uに突出磁石5を嵌入し、その上端面52bに強磁性体入りテープ片9を磁力吸着させてシート材8を発泡型1にセットする。
(もっと読む)
金型の製造方法及びレンズシートの製造方法
【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
複合材料構造体及びその製造方法
【課題】軽量化を図ることができる複合材料構造体及びその製造方法を提供すること。
【解決手段】複合材料構造体11は、繊維強化樹脂のスキン材13同士の間に中空部12が形成された中空構造を有する。この複合材料構造体11は、スキン材13同士が、両スキン材13及び中空部12を貫通する繊維強化樹脂の結合部材14により結合されている。
(もっと読む)
支持部一体型レンズの製造方法、その製造方法に用いられる刃型及び、支持部一体型レンズ
【課題】軟性材料からなる支持部一体型のレンズを製造する際に、加工屑の発生を抑えつつ、より迅速に、簡便な作業でレンズ外形を加工することが可能な技術を提供する。
【解決手段】レンズとして機能する光学部と、この光学部を支持するための支持部とを一体に有し、軟性材料によって形成される眼用レンズの製造方法である。そして、成形型内で樹脂材料を重合もしくは硬化させることで、光学部となる部分及び支持部となる部分を有するバルク眼内レンズ1eを成形する。さらに、バルク眼内レンズ1eが成形型の下型3と一体化した状態で、これらを専用刃型4で打抜くことによって眼内レンズの光学部と支持部の外形を形成する。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
1 - 10 / 211
[ Back to top ]