
国際特許分類[B29C39/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 加熱または冷却 (80)
国際特許分類[B29C39/38]に分類される特許
1 - 10 / 80
プラスチックレンズの離型方法
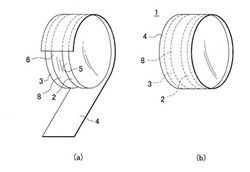
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
樹脂注型装置

【課題】主剤と硬化剤の粘度を同様にし、短時間で均一に混合できる樹脂注型装置を提供する。
【解決手段】エポキシ樹脂の主剤を保管する主剤保管タンク1と、硬化剤を保管する硬化剤保管タンク2と、主剤保管タンク1に主剤用パイプ6で接続されるとともに、主剤の所定量を計量する主剤計量タンク5と、硬化剤保管タンク2に硬化剤用パイプ9で接続されるとともに、硬化剤の所定量を計量する硬化剤計量タンク8と、主剤計量タンク5と硬化剤計量タンク8とに接続された混合タンク11と、混合タンク11に接続された樹脂注型金型13とを備え、主剤保管タンク1と硬化剤保管タンク2とのそれぞれにヒータ3、4を設け、硬化剤よりも主剤の樹脂温度を高くしたことを特徴とする。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記離型において、成形型を構成する2つのモールドの一方を除去し他方は除去せずモールド成形面とプラスチックレンズ基材の被転写面との密着状態を維持し、かつ、前記アニールを、前記プラスチックレンズ基材を前記離型において除去されず成形面が該プラスチックレンズ基材の被転写面と密着しているモールドを介して載置台上に配置して行う。
(もっと読む)
成形用金型、および、ウレタンフォーム成形方法
【課題】成形時間の短縮を図ることが可能な成形用金型、および、ウレタンフォーム成形方法を提供する。
【解決手段】ウレタンフォームを成形するための形成用金型10において、凹部12が形成された下型14と、凹部を覆うように下型に型締めされて、下型とキャビティ18を形成する上型16と、凹部の底面を加温する下型底面ヒータ20と、下型の上型に接する部分を加温する下型上部ヒータ32と、上型のキャビティに面する内面を加温する上型ヒータ34とを備え、キャビティ内にウレタンフォームの原料が注入される前に、凹部の底面が40〜70℃の範囲の温度まで加温され、下型の上型に接する部分と上型の内面とが、その温度より5℃以上高い温度、かつ65〜85℃の範囲の温度まで加温されるように構成する。このような構成により、泡化反応に連続して、レスポンス良く樹脂化反応を行うことが可能となり、成形時間の短縮を図ることが可能となる。
(もっと読む)
樹脂注型品およびその製造方法
【課題】エポキシ樹脂で注型された絶縁層と埋め込まれる電気部材との接着性を向上させる。
【解決手段】注型樹脂で注型された主絶縁層11と、主絶縁層11に埋め込まれとともに、サンドブラスト処理を施した真空バルブ1の封着金具2、3の周りに設けられる金属キャップ4、7のような電気部材と、この金属キャップ4、7のサンドブラスト処理面に設けられるとともに、主絶縁層11よりも熱変形温度の低い絶縁塗料で設けられた絶縁被膜6、10とを備えたことを特徴とする。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記成形型を構成する2つのモールドの少なくとも一方は円形モールドであり、前記キャビティは断面の平面視形状が非円形であって、これにより該キャビティ内における硬化反応により得られるプラスチックレンズ基材の前記被転写面は非円形となり、前記アニールを、載置台上に保持された円形モールドの前記成形面と前記プラスチックレンズ基材の被転写面を密着配置した状態で行う。
(もっと読む)
熱硬化性樹脂の注型成形方法及び注型成形用金型
【課題】均熱性に優れ、外観上のムラ及び機械物性の分布が発生しない良好な成形品を作製しうる注型成形用金型を提供する。
【解決手段】熱硬化性樹脂を加熱して硬化させ所望の形状に成形するための注型成形用金型において、熱硬化性樹脂が注入される空間が形成されるよう対向して配置された一対の金型表面部材と、該一対の金型表面部材の外側に配置され、輻射線を放出可能であり、上記輻射線により上記一対の金型表面部材を介して上記熱硬化性樹脂を加熱し硬化させる少なくとも1つの輻射熱源と、上記一対の金型表面部材の外側面に配置され、上記輻射熱源からの輻射線を吸収する輻射線吸収手段と、を設け、上記輻射線吸収手段の表面上の単位面積あたりの面積平均放射率を、上記輻射熱源からの照射強度が小さい程高く、照射強度が大きい程低く設定する。
(もっと読む)
熱硬化性組成物の製造方法
【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する熱硬化性組成物の製造方法を提供する。
【解決手段】熱による硬化に伴い収縮する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は、前記組成物に対する昇温、又は、昇温と温度維持とを組み合わせることによって、前記充填工程後の温度から前記組成物を昇温させる昇温工程と、前記昇温工程後、前記組成物の昇温を停止し、前記組成物に対し、前記昇温工程後の温度を出発してから再び前記昇温工程後の温度域の温度となるまで、温度の高低において往復変動させることによって、前記組成物の硬化に伴う収縮による前記成形型からの前記組成物の乖離を抑制する乖離抑制工程と、を有する。
(もっと読む)
RTM成形方法及びRTM成形装置
【課題】10mm以上の板厚を持つ厚板部材であっても,板厚精度を確保しつつ,表面及び内部にボイドやポロシティ,樹脂引けのない成形品を成形する方法を提供することを目的とする。
【解決手段】RTM成形方法は、2以上に分割された型部材から構成される成形型内に配置された強化繊維基材に熱硬化性樹脂を含浸させた後,成形型を構成するいずれかの型部材を昇温させて,強化繊維基材の一方の側から他方の側へ向けて所定値以上の温度差を有する温度勾配を形成させる第1昇温工程と,第1昇温工程で昇温させた型部材とは異なる他方の型部材を昇温させる第2昇温工程と,を備える。
(もっと読む)
注型成形金型、並びに成形品の製造方法
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
1 - 10 / 80
[ Back to top ]