
国際特許分類[B29C41/46]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 加熱または冷却 (69)
国際特許分類[B29C41/46]に分類される特許
1 - 10 / 69
光学フィルムの製造方法
【課題】フィルムの幅手方向における位相差のバラツキを抑制することができ、微小な位相差ムラの抑制が可能で、フィルムの平面性を向上させることができ、液晶偏光板用保護フィルムの薄膜化、広幅化、および高品質化の要求や、製膜速度の高速化にも対応することができる、光学フィルムの製造方法を提供する。
【解決手段】溶液流延製膜法による光学フィルムの製造方法において、支持体1上のウェブ10に乾燥用空気を吹き付けてウェブに含まれる溶剤の一部を蒸発させ、ウェブの幅手方向の中央部と両端部で乾燥風の風速を変えることのできる乾燥風の給気、排気を用いる。ウェブ幅手方向の中央部に吹き付ける乾燥風の排気風速に比べ、ウェブ幅手方向の両端部に吹き付ける乾燥風の排気風速の方を小さくし、ウェブ幅手方向の中央部に吹き付ける乾燥風の給気風速に比べ、ウェブ幅手方向の両端部に吹き付ける乾燥風の給気風速の方を大きくする。
(もっと読む)
ウェブ搬送装置及び溶液製膜方法

【課題】乾燥風を吹き付けて浮上させながらフイルムを搬送する際に、フイルムを膨らませないようにする。
【解決手段】湿潤フイルム25aの下方に乾燥ダクト48を設置する。乾燥ダクト48は、ダクト本体50と、乾燥風供給部52と、排気管53と、排気量制御部54とを備える。乾燥風供給部52はダクト本体50に乾燥風56を供給する。乾燥風56は吹出孔57aを介して湿潤フイルム25aに吹き付けられる。排気孔53aは、湿潤フイルム25aの幅方向の略中央部に対向する位置に設けられる。この排気孔53aは、湿潤フイルム25aの下方に流れている乾燥風56のうち湿潤フイルム25aの幅方向の略中央部に対応する部分に流れている乾燥風56aを、排気管53の内部に排気する。乾燥風56aは排気孔53bを介して外部に排気される。乾燥風56aの排気量は排気量制御部54により制御される。
(もっと読む)
流延膜の形成方法及び装置、並びに溶液製膜方法
【課題】厚みムラの発生を抑えつつ、効率よくフィルムを生産する。
【解決手段】流延膜形成工程126では、ドープ24をエンドレスバンドへ流下させるドープ流下工程131と、ドープ24から流延膜61を形成する流延工程132と、流延膜61の加熱により膜表面を平滑化する膜加熱工程133と、膜表面にスキン層を形成するスキン層形成工程134と、流延膜61の乾燥を進める膜乾燥工程135と、自立して搬送可能な状態となるまで流延膜を冷却する膜冷却工程136と、エンドレスバンドから流延膜61を剥離する剥離工程137と、剥離工程137を経たエンドレスバンドを加熱する支持体加熱工程138とを順次繰り返し行われる。
(もっと読む)
流延膜の形成方法及び装置、並びに溶液製膜方法
【課題】厚みムラの発生を抑えつつ、効率よくフィルムを生産する。
【解決手段】流延膜形成工程126では、ドープ24をエンドレスバンドへ流下させるドープ流下工程131と、ドープ24から流延膜61を形成する流延工程132と、流延膜61の加熱により膜表面を平滑化する膜加熱工程133と、膜表面にスキン層を形成するスキン層形成工程134と、流延膜61の乾燥を進める膜乾燥工程135と、自立して搬送可能な状態となるまで流延膜を冷却する膜冷却工程136と、エンドレスバンドから流延膜61を剥離する剥離工程137と、剥離工程137を経たエンドレスバンドを加熱する支持体加熱工程138とを順次繰り返し行われる。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
【課題】溶液流延法において、流延膜の温度ムラを十分抑制し、たとえ高速生産されても、製造された光学フィルムの光学品質の劣化を回避する。
【解決手段】移動する支持体12上にダイス11から樹脂溶液51を流延させて流延膜52を形成させる流延工程を有する光学フィルムの製造方法において、流延工程中は、ダイス11よりも支持体12の移動方向の上流側の支持体12を、少なくとも流延膜52が形成される幅に亘って冷却する。この製造方法では、支持体12を幅手方向に複数の部分に区画し、各部分毎に独立して冷却すること、流延膜52の幅手方向の端部に対応する支持体12の部分を流延膜52の幅手方向の中央部に対応する支持体12の部分よりも低い温度に冷却すること、支持体12の幅手方向の温度差が±2℃以内となるように支持体12を冷却することが好ましい。
(もっと読む)
電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法
【課題】 円筒状金型を優れたエネルギー効率で均一に加熱し得る電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法を提供すること。
【解決手段】 外周面に接するように設けられた回転機構によって回転する円筒状金型を加熱するための電磁誘導加熱装置であって、該金型の外周面側に間隔を隔てて配置された誘導加熱コイル、および、該誘導加熱コイルの金型側を除く外周を囲うように配置されたフェライトコアを有し、該フェライトコアが該金型外周面の回転機構との接触領域上に配置されている、電磁誘導加熱装置。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、流延膜の発泡を防止する。
【解決手段】溶液製膜設備の流延装置は、バンドの流延面側に、上流側から順に、第1〜第3の流延面側給排気ユニットを備える。流延装置はさらに、バンド30の非流延面側に、上流側から順に、第1〜第3の非流延面側給排気ユニットを備える。各給排気ユニットは、給気部61と1対の遮風板62とを有する。各給気部は、給気ダクトノズル67から、流延膜36に対して気体を吹き付ける。各遮風板62,54,55は、流延膜36の側縁の通過ラインよりも幅方向の内側に配してある。バンドの非流延面側に、上流側から順に配した遮風板87,101〜103は、遮風板62,54,55よりも中央寄りに配され、この順で下流に向かうほど、対を成す遮風板同士の間隔を狭めてある。
(もっと読む)
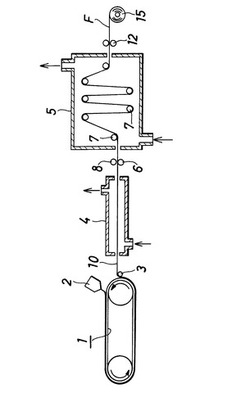
シームレスベルト成形方法およびシームレスベルト成形装置
【課題】シームレスベルト表面に気泡が形成されるのを抑制することができるシームレスベルト成形方法およびシームレスベルト成形装置を提供する。
【解決手段】複数のローラに架設した型ベルト1にテンションを加え、上記型ベルト1を回転駆動させながらシームレスベルトの樹脂材料を塗布して皮膜10を形成する。次に、上記型ベルト1を回転駆動させながら型ベルト1を加熱して、上記型ベルト1上の皮膜10を加熱固化する。次に、テンションを除去して、固化した皮膜を型ベルト1から剥離することで、シームレスベルトを成形する。
(もっと読む)
溶液製膜方法及び流延装置
【課題】流延膜の両側の発泡を防止する。
【解決手段】溶液製膜設備10の流延装置11は、加熱部51と冷却ユニット52を備える。加熱部51は、バンド30の非流延面側からバンド30を加熱し、これにより流延膜36を乾燥する。冷却ユニット52は、給液部58と排気部60とを有する。給液部58はノズル59から液を霧状に噴出し、非流延面30bに供給する。排気部60は、給気ダクト66から乾燥気体を非流延面30bに供給し、排気ダクト67から非流延面30b周辺の雰囲気を吸引する。非流延面30bに対する液の供給と、非流延面30bへの乾燥気体の供給と、非流延面30b周辺の雰囲気の吸引により、バンド30の冷却を促進する。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、フィルムの幅方向における遅相軸方向の均一化を図り、支持体の反りを防止する。
【解決手段】溶液製膜設備10の流延装置15は、第1の上流域給排気ユニット41を備える。第1の上流域給排気ユニット41は、給気部61と1対の遮風板62とを有する。給気部61は、給気ダクト66の底面に設けられた複数のノズル67から、流延膜36の膜面に対して垂直な向きで気体を吹き付ける。各遮風板62は、流延膜36の側縁の通過ライン上またはこの通過ラインよりも幅方向の内側に配してある。
(もっと読む)
1 - 10 / 69
[ Back to top ]