
国際特許分類[B29C43/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
国際特許分類[B29C43/18]に分類される特許
61 - 70 / 615
カウンター用成形型
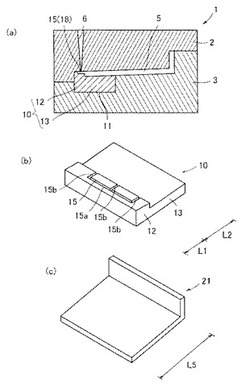
【課題】さまざまな大きさ又は形状の樹脂製カウンターを1つの金型で成形可能であり、成形した樹脂カウンターの品質を安定させることが可能なカウンター用成形型を提供することである。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成型キャビティ5内における樹脂が充填される領域を制限可能な入れ子部材10を有する。入れ子部材10には、流路形成部12が形成されており、流路形成部12は成形キャビティ5内に樹脂を充填する際、樹脂注入路6と一体の流路を形成する。このことにより、入れ子部材10を取り換えるだけで、大きさ等が異なる成形品の成形や、成形品に応じた流路の大きさ及び形状の変更が可能となる。
(もっと読む)
アンテナリフレクタの製造方法及びアンテナリフレクタ

【課題】製造工程が少ないアンテナリフレクタの製造方法及びアンテナリフレクタを提供する。
【解決手段】ヤーン又はクロスの状態の繊維に金属皮膜を形成する金属皮膜形成ステップと、金属蒸着クロス1、ガラスクロス2、ピールプライ3、樹脂拡散ネット4、及びバギングフィルム5を成型型8の上に順に設置する設置ステップと、成型型8とバギングフィルム5とを、チューブ6を間に挟み、隙間なく接着する接着ステップと、チューブ6を介して空気を外部に排出する排気ステップと、樹脂を注入する注入ステップと、注入ステップにて注入された樹脂の硬化後に、硬化後の金属蒸着クロス1及びガラスクロス2を取り外す取り外しステップと、を含む。
(もっと読む)
樹脂成形体の製造方法
【課題】繊維材料を含む熱可塑性樹脂を用いて成形する、成形性に優れた樹脂成形体の製造方法を提供する。
【解決手段】繊維材料を含む熱可塑性樹脂の板状材料10を、面積の異なる3以上の異形領域からなる形状に裁断する裁断工程と、裁断された板状材料20A,20B,20Cを、前記熱可塑性樹脂の融点以上の温度にあらかじめ加熱する予備加熱工程と、加熱された前記板状材料20A,20B,20Cを、前記融点未満の温度に保持された成形型にて加圧成形し、前記異形領域の境界に沿って折り曲げ部を有する成形体を成形する加圧成形工程とを有している。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
繊維強化樹脂板材の製造方法
【課題】工程数を増加させることなく、高い剛性を備えた繊維強化樹脂板材を製造する。
【解決手段】長繊維に熱硬化性樹脂が含浸したプリプレグを具備するシート状物13の少なくとも一部に、角パイプ12などの金属製部材を配置し、シート状物13の両側端部を角パイプ12に巻き付けて角パイプ12の外周を覆うなどして、プリフォーム14を製造する。ついで、金型で圧縮成形して、平板状のFRP板材本体の片面に2本の角パイプ12を備えたFRP板材を製造する。
(もっと読む)
電子部品の樹脂成形方法及び成形装置
【課題】電子部品の圧縮成形用金型3(上型3a、下型3b)を搭載した成形ユニット4を所要複数個、有する電子部品の樹脂成形装置1において、各成形ユニット4における成形温度(成形ユニットの成形温度及び樹脂成形型の成形温度)を効率良く均等にする。
【解決手段】所要複数個の成形ユニット4(4A、4B、4C)を一列に配置した電子部品の樹脂成形装置において、各成形ユニット4間に及び一列に配置した成形ユニット群7
の両側に、断熱手段(樹脂板20、真空断熱部材30)を設けて構成する。成形ユニット4に断熱手段(樹脂板20、真空断熱部材30)を設けた状態で、成形装置1に設けた成形ユニット4の圧縮成形用金型3で基板2に装着した電子部品を圧縮成形する。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
電子部品の製造装置
【課題】装置の小型化が可能な電子部品の製造装置を提供する。
【解決手段】電子部品保持部50の型対向面50Aに、電子部品60を有する基板61を保持させると共に共通ピン53を型20に向けて立設する。共通ピン53が、離型シート30を貫通して、型20の上面20Aの共通ピン穴22に挿入されることにより、電子部品60が成型部21内の樹脂R中に位置決めされる。
(もっと読む)
樹脂製歯車
【課題】樹脂成形部が吸湿による膨潤で寸法変化を起こす場合においても、歯車の噛み合い誤差が増大することが少ない樹脂製歯車を提供する。
【解決手段】金属製のブッシュ2と、このブッシュの周囲に配置される樹脂成形部6とを備え、樹脂成形部6が、不織布基材に樹脂を含浸、硬化させたもので、歯先部と歯元部とを有する斜歯であり、歯先部ねじれ角が、歯元部ねじれ角より大きい。好ましくは、先部ねじれ角が、歯元部ねじれ角より0.1〜0.5度大きい。本発明は、抄造による不織布基材に好適に適用できる。
(もっと読む)
61 - 70 / 615
[ Back to top ]