
国際特許分類[B29C43/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 型または圧縮装置への成形材料の供給 (405)
国際特許分類[B29C43/34]に分類される特許
1 - 10 / 405
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
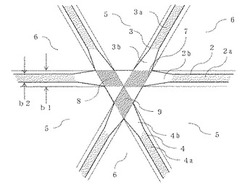
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
複合光学素子の製造装置及び製造方法並びに単レンズ及びその成形型

【課題】本発明は、単レンズの表面に樹脂層を形成する際に、単レンズと樹脂層との光軸のずれを小さくした複合光学素子の製造装置及び製造方法を提供する。
【解決手段】吸引ノズル22bを有し、単レンズを吸引、保持する吸引保持型22と、単レンズを支持する単レンズ支持部材23と、紫外光を透過可能で樹脂層をプレス成形する樹脂層成形型24と、小径孔25aを上部に、小径孔25aよりも径の大きい大径孔25bを下部に有し、これらが1つの貫通孔として形成され、小径孔25aの下側開口部が、単レンズの傾斜面と同じ角度で、単レンズの傾斜面と輪環状に接触可能な対応傾斜面25cとされ、かつ、小径孔25aと大径孔25bの軸が一致して設けられている胴型25と、樹脂層のプレス成形時に、下方から樹脂層成形型24を透過させて樹脂層に紫外線を照射する紫外線照射手段26と、を有する複合光学素子の製造装置21。
(もっと読む)
樹脂成形品の製造方法
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材
【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
積層構造体の製造方法
【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
繊維強化複合編物材料およびその成形体
【課題】炭素繊維を使用した場合でも繊維に損傷を与えることなく、複雑な局面形状や深絞り形状にも成形可能な高強度、高弾性率を有する繊維強化複合編物材料を提供する。
【解決手段】炭素繊維束3に熱可塑性の合成繊維糸の掛合糸4をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この複合繊維糸1を経糸および/または緯糸として所定の大きさの編物状シートを編成して形成した編物材料であり、好ましくは、マルチフィラメントを束ねた炭素繊維束3の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて張力を変化させてモノフィラメントの熱可塑性の合成繊維糸の掛合糸4を巻縫い掛合することで得られる編物材料。
(もっと読む)
成形装置および成形方法
【課題】高精度に成形物を成形できる成形装置を提供する。
【解決手段】本発明に係るレンズ成形装置100は、転写面1aを有するモールド1と、転写面2aを有するモールド2と、転写面1a上に供給され、転写面2aが押し当てられた樹脂材料を加熱して硬化させる加熱装置3a・3bと、支持装置4が樹脂材料に圧力を印加するように制御する圧力制御部6と、モールド1・2間に電圧を印加して電界を形成する直流電源7とを備える。
(もっと読む)
離型剤、該離型剤を用いたクッション材および熱プレス成形方法
【課題】熱盤と被成形物との間に金属シートの表面材を配したクッション材と必要に応じて当て板とを介装して行われる熱プレス成形(特に高温真空加圧成形)を行っても、金属シートと当接する熱盤や当て板とが焼き付くことを防止するとともに、不燃性で、ガス発生がなく、耐熱耐久性が良好で、熱プレス成形装置や被成形物を汚染することがなく、金属への均一付着性および被膜形成が良好で、安全かつ取り扱いが容易で安価な離型剤を提供する。
【解決手段】離型剤は、主材としてスメクタイト族膨潤性層状粘土鉱物と、補助材として水酸化セリウム、酸化セリウム、ゼオライト、および、シュベルトマナイトから選択される無機物系金属吸着剤とを固形分として含んだ水溶液であり、前記固形分は、実質的にグラファイトを含まず、実質的に無機物のみからなる。
(もっと読む)
複合成形体およびその製造方法
【課題】高剛性で軽量な複合成形体を容易にしかも薄肉形態にて製造可能な方法、およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として金型内に配置し、該金型内に繊維強化樹脂Aに接するように発泡樹脂Bを供給し該発泡樹脂Bを繊維強化樹脂Aに接合して複合成形体を製造する方法であって、発泡樹脂Bを金型内で発泡させる際の金型のキャビティの容積に対し、該発泡樹脂Bを含む複合成形体を成形する際の金型のキャビティの容積を縮小して該複合成形体を圧縮成形することを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
金属ベース片面銅張板の製造方法
【課題】
金属ベース片面銅張板の多段プレスにおける作業性・生産性を大幅に改善すると共に、成形後の製品反りを抑制する製造方法を提供する。
【解決手段】
銅箔の片面に樹脂層を備えた樹脂付銅箔と金属板とを重ね合わせ熱盤間で加熱加圧成形する金属ベース片面銅張板の製造方法において、前記樹脂付銅箔の樹脂層を有する面を金属板に対向させてなる積層物を、前記樹脂付銅箔と前記金属板とが交互となるように複数組配置して加熱加圧成形する。
(もっと読む)
1 - 10 / 405
[ Back to top ]