
国際特許分類[B29C43/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 加熱または冷却 (191)
国際特許分類[B29C43/52]に分類される特許
1 - 10 / 191
木質板の製造方法
【課題】木質板の表面平滑性を良好としつつ、寸法安定性を向上させること。
【解決手段】木質短繊維と熱硬化性樹脂とともに熱可塑性樹脂繊維を混合して加熱加圧成形する木質板の製造方法として、木質短繊維は繊維長が10mm以下であり、熱可塑性樹脂繊維は、繊維長が15mm以下で、少なくともその表面部分は加熱温度以下で溶融するものとする。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
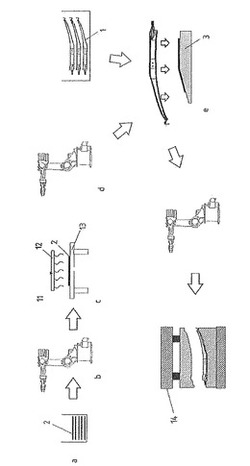
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
車両用アンダーカバー及びその製造方法

【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性の高い熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
熱転写成形装置
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
シート材加熱装置
【課題】電力消費を削減して、効率よくシート材を加熱することができるシート材加熱装置を提供する。
【解決手段】シート材加熱装置1は、互いの周縁部が重ね合わされることにより、内部にシート材を収容する主空間30を備える箱状の容器が形成される第一容器半体10及び第二容器半体20と、第一容器半体に形成された、主空間に水蒸気を導入する導入路17と、第二容器半体に形成された、主空間から水蒸気を排出する排出路27と、第一容器半体及び第二容器半体にそれぞれ配設され、内部に流通させる水蒸気によって主空間を加熱する第一パイプ18及び第二パイプ28とを具備する。
(もっと読む)
繊維強化複合板の成形方法
【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
賦形成形方法、繊維強化樹脂成形品及び賦形成形型
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法、繊維強化樹脂成形品及び賦形成形型を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
光学素子の製造方法及び光学素子
【課題】生産性の高い高精度な光学素子を得ること。
【解決手段】吐出工程において、光学素子の材料である熱可塑性樹脂を加熱溶融して吐出装置により吐出する。切断工程において、吐出装置により吐出された溶融樹脂を切断装置により切断分離して溶融樹脂塊を生成する。加熱工程において、溶融樹脂塊の切断部分を局部的に非接触状態で加熱して、切断部分の樹脂に流動性を付与する。プレス工程において、切断部分が加熱された溶融樹脂塊をプレス成形型によりプレスする。
(もっと読む)
1 - 10 / 191
[ Back to top ]