
国際特許分類[B29C44/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 材料の中で発生した内部圧による成形,例.膨張,発泡 (432)
国際特許分類[B29C44/00]の下位に属する分類
一定長の,つまり不連続の物品のための
不定長の物品のための
構成部品,細部,または付属装置;補助操作
国際特許分類[B29C44/00]に分類される特許
1 - 10 / 432
成形された膨張可能な材料
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
発泡成形体及び表皮材係止部材
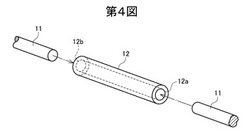
【課題】成形体本体に埋設された線状の表皮材係止部材の延在方向の途中部に比較的簡易な構成にて易屈曲部が設けられた発泡成形体と、この発泡成形体に用いられる表皮材係止部材とを提供する。
【解決手段】発泡成形体1は、発泡合成樹脂よりなる成形体本体2と、該成形体本体2に埋設された線状の表皮材係止部材10とを備えている。表皮材係止部材10の延在方向の途中部に、樹脂よりなる易屈曲部が設けられている。表皮材係止部材10は、複数本の線状体11と、該線状体11同士を連結した連結体12とを備えている。連結体12は弾性樹脂よりなり、該連結体12により易屈曲部が形成されている。連結体12は、複数個の連結体挿入穴12a,12bを有しており、各連結体挿入穴12a,12bにそれぞれ線状体11の端部が挿入されることにより、該線状体11,11同士が連結されている。
(もっと読む)
ヘリウム充填発泡樹脂
【課題】重量のある製品を軽くすることができる発泡樹脂を提供する。
【解決手段】発砲可能樹脂の発砲のときに、空気ではなくヘリウムガスを使う。発砲した樹脂の外郭形状に制約はないが、製品あるいは隙間に挿入、または、充填することを考慮すると略球形状、あるいは微細で適切な大きさがよい。製品重量が軽くなることにより燃料の節約、即ち、燃料のコストダウンと燃費の向上が図れる、ヘリウムガスは不活性ガスであり燃えないので、うまく建築物の材料に使用すれば、耐火建築物を作ることが可能である、などの効果がある。
(もっと読む)
発泡樹脂の成形装置及び成形方法

【課題】エネルギーの利用効率が高く、短時間で加熱冷却ができるため成形サイクルが短縮でき、さらに品質の均一な成形品を製造する発泡樹脂の成形装置及び成形方法を提供する。
【解決手段】コア金型1Aとキャビティ金型1Bとからなり、両型の間に少なくとも1個の成形室2が形成される発泡樹脂成形装置1において、前記コア金型1A及び/又はキャビティ金型1Bがセパレーター3a、3bにより成形加熱面4a、4bと用役供給部用空間部5a、5bからなる成形ゾーン6a、6bと蒸気室8a、8bとに分離され、前記セパレーター3a、3bには水蒸気を通過させるが冷却水及び空気を実質的に通過させない通孔7a、7bが設けられていることを特徴とする発泡樹脂の成形装置1及び該成形装置1を用いた成形方法である。
(もっと読む)
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
クッションパッドの製造方法及び発泡成形型
【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
発泡樹脂容器及びその製造方法
【課題】軽量化と、容器を複数段積み上げての使用に耐えうる座屈強度を備えた発泡樹脂容器を提供することを課題とする。
【解決手段】24万〜35万の重量平均分子量Xを有する発泡ポリスチレン系樹脂粒子が充填された金型を蒸気圧Yの蒸気により加熱成形することで、上面に開口部を有する発泡樹脂容器を製造する方法であり、前記加熱成形が、下記式4.09X×10-7−0.0582≦Y≦3.64X×10-7−0.0273を満たす前記重量平均分子量Xと蒸気圧Yとの関係のもとで行われることを特徴とする発泡樹脂容器の製造方法により上記課題を解決する。
(もっと読む)
発泡成形体の製造方法
【課題】強度不足が生じ易い部分の強度低下を抑制する、あるいは部分的な強度アップを図ることができる発泡成形体およびその製造方法を提供すること。
【解決手段】キャビティCに発泡粒子を充填する充填工程と、前記可動型11dを圧縮方向に移動させて成形型内10の発泡粒子を部分的に圧縮する圧縮工程と、前記成形型内10の発泡粒子を加熱することにより所定形状に発泡成形体を成形する成形工程とを含み、前記充填工程において、製造しようとする発泡成形体における圧縮部分に存在する単位体積当たりの発泡粒子の個数が非圧縮部分に存在する単位体積当たりの発泡粒子の個数よりも多くなるように、圧縮部分に対応する前記キャビティCの空隙幅を規定幅よりも広げた状態で発泡粒子を充填し、前記圧縮工程において、圧縮部分に対応する前記キャビティの空隙幅が規定幅となるまで前記可動型11dを圧縮方向に移動させることを特徴とする発泡成形体の製造方法。
(もっと読む)
金型装置及び成形品
【課題】省エネ効果を十分に図ることができる金型装置及び成形品を提供する。
【解決手段】1組の成形型4,5のそれぞれ前面側の合わせ面同士を合わせることにより形成される成形空間Sに発泡性合成樹脂を充填し、成形型4,5の背面側を囲う壁によって区画される蒸気室16,17内に蒸気を供給することにより成形空間S内の発泡性合成樹脂を加熱成形して発泡成形体を得る金型装置であって、少なくとも一方の蒸気室16の減容化を行うための減容部材24が、蒸気室16内に設けられ、減容部材24は熱伝導率の低い材料で構成される。
(もっと読む)
金型、金型の排気孔閉鎖部材、及び、発泡成形体の製造方法
【課題】発泡成形時に排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、且つこの排気孔にキャビティ内の発泡樹脂が侵入することをより確実に防止することが可能であると共に、発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔閉鎖部材、及び発泡成形体の製造方法とを提供する。
【解決手段】排気孔閉鎖部材10は、金型1の排気孔5からキャビティ4内へ進出して該排気孔5を開放した排気孔開放位置と、該排気孔5内に後退して該排気孔5を閉鎖した排気孔閉鎖位置とをとりうるように進退可能な開閉部材11、及び、該開閉部材11を該排気孔開放位置に付勢した付勢部材12を有しており、該付勢部材12は、発泡成形時において、該排気孔開放位置にある該開閉部材11に対し、該キャビティ4内に充満してきた発泡合成樹脂から押圧力が加えられたときに、該開閉部材11が該排気孔閉鎖位置に後退することを許容するように構成されている。
(もっと読む)
1 - 10 / 432
[ Back to top ]