
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,051 - 1,060 / 1,429
射出成形方法及び射出成形装置
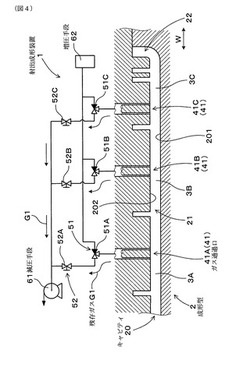
【課題】樹脂成形品にガス焼け等の不良現象が生じることを防止し、外観及び表面精度に優れた樹脂成形品を成形できる射出成形方法及び射出成形装置を提供すること。
【解決手段】射出成形装置1の成形型2は、樹脂原料80を充填するためのキャビティ20と、キャビティ20の裏側成形面202に開口するガス通過口41とを形成してなる。減圧手段61にガス通過口41を接続したときには、ガス通過口41からキャビティ20内の残存ガスG1の吸引を行って、キャビティ20内を減圧する。一方、増圧手段62にガス通過口41を接続したときには、ガス通過口41からキャビティ20の裏側成形面202と、キャビティ20内の樹脂原料80との間に押圧用ガスG2を導入し、樹脂原料80をキャビティ20の表側成形面201へ押圧する。
(もっと読む)
射出成形による成形体の製造方法
【課題】ポリプロピレンの射出成形において、樹脂の焼き焦げを防止し、かつ、射出後の冷却時間を短縮することができるポリプロピレンの射出成形方法を提供すること。
【解決手段】射出成形方法は、ポリプロピレンと、密度が890〜980(kg/m3)の範囲にあり、数平均分子量(Mn)が500〜4,000の範囲にあり、かつ下記式(I)で表される関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)Bは、上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。
(もっと読む)
射出成形による成形体の製造方法
【課題】樹脂の焼き焦げを防止し、かつ、射出後の冷却時間の短縮ができるポリエチレンの射出成形方法を提供する。
【解決手段】射出成形方法は、密度が900(kg/m3)以上940(kg/m3)未満の範囲にあり、MIが0.01〜100g/10分のポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲にあり、かつ下記式(I)の関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)(式(I)中、Bは、GPCで測定した場合の、ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kはポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
結晶性熱可塑性樹脂の射出成形法
【課題】結晶性熱可塑性樹脂の射出成形において、樹脂の結晶化速度を速めることによって目的とする耐熱性を得られる程度まで結晶化度を高めながら成形サイクルを短縮して生産性を向上させる射出成形法を提供する。
【解決手段】結晶核剤を含む結晶性熱可塑性樹脂の射出成形法であって、結晶核剤を0.1〜50重量%含む結晶性熱可塑性樹脂100重量部に対して二酸化炭素を0.2重量部以上溶解した溶融樹脂を、あらかじめ溶融樹脂のフローフロントで発泡が起きない圧力以上にガスで加圧状態にしてある金型キャビティに充填し、その後、充填された溶融樹脂を加圧し冷却固化することを特徴とする結晶性熱可塑性樹脂の射出成形法。
(もっと読む)
ポリウレタン成形材、その製造のための方法、およびその使用
本発明は、自動車内装領域での要求された用途のための、顕著な強度特性および高温安定性および高温光安定性を有する、光堅牢性で加水分解に安定なポリウレタン成形材に関し、この部品は、脂肪族および/または脂環式組成物からなる反応混合物から短い成形時間で経済的な反応射出成形法(RIM)またはキャスティング法で調製される。この目的のために、A1)i)ポリオールまたはポリオールの組合せ、およびii)ヘキサメチレンジイソシアネート(HDI)をベースとする三量体および/またはビューレット構造を有するヘキサメチレンジイソシアネート(HDI)をベースとする三量体から形成されるOH末端三官能性プレポリマー、A2)ポリオールまたはポリオールの組合せ、A3)アミンおよび/またはヒドロキシル基を有する少なくとも、1つの二および/または三官能性鎖延長剤および/または架橋剤、A4)少なくとも1つのアミン触媒と組み合わせた少なくとも1つの有機金属化合物からなる触媒系、および任意選択で、A5)安定剤系、および任意選択で、A6)少なくとも1つの添加剤からなる組成物A)、ならびにまたB)i)10〜90重量%のイソホロンジイソシアネート(IPDI)および/またはメチレン−ビス(4−イソシアナトシクロヘキサン)(H12 MDI)、およびii)10〜90重量%のビューレット構造を有するヘキサメチレンジイソシアネート(HDI)をベースとする三量体および/またはヘキサメチレンジイソシアネート(HDI)をベースとする三量体からなるイソシアネート組成物を反応させる。 (もっと読む)
射出成形による成形体の製造方法
【課題】射出成形時の生産性を改善し、しかも、ポリプロピレンとオレフィン系エラストマーとを含むポリプロピレン系樹脂組成物が本来の力学特性を有する成形体の製造方法を提供する。
【解決手段】ポリプロピレン系樹脂樹脂混合物100重量部に対して、JIS K7112の密度勾配管法による密度が880〜920(kg/m3)の範囲、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲、かつ下記式(I)で表される関係を満たすポリエチレンワックス0.01〜10重量部を添加した原料混合物を射出成形により製造する。B≦0.0075×K ・・・(I)(Bは、ゲルパーミエーションクロマトグラフィーによる上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合、Kは上記ポリエチレンワックスの140℃における溶融粘度。)
(もっと読む)
射出成形装置及び射出成形方法

【課題】短時間で十分な流量及び圧力のガスを導入して、キャビティ内の樹脂原料を押圧することができ、樹脂成形品の表側面にヒケ等のひずみ状態が発生することを効果的に防止できる射出成形装置及び射出成形方法を提供すること。
【解決手段】射出成形装置1の成形型2は、樹脂原料80を充填するためのキャビティ20と、キャビティ20の裏側成形面202に開口するガス導入口21とを形成してなる。ガス導入口21内には、ガス導入口21の開口面積を変化させる弁部材3が挿入配置してある。弁部材3を閉位置に前進させたときには、キャビティ20内に充填する樹脂原料80がガス導入口21内へ浸入することを防止する。一方、弁部材3を開位置302に後退させたときには、ガス導入口21の開口面積を拡大させ、キャビティ20の裏側成形面202と、キャビティ20内の樹脂原料80との間に十分な流量及び圧力のガスGを導入する。
(もっと読む)
射出成形による成形体の製造方法
【課題】ポリエチレンの射出成形において、樹脂の焼き焦げを防止し、かつ、射出後の冷却時間を短縮することができるポリエチレンの射出成形方法を提供すること。
【解決手段】密度が940〜980(kg/m3)の範囲にあり、MIが0.01〜100g/10分の範囲であるポリエチレンと、密度が890〜980(kg/m3)の範囲にあり、数平均分子量(Mn)が500〜3,000の範囲にあり、かつ下記式(I)で表される関係を満たすポリエチレンワックスとを含む混合物を、射出成形することにより成形体を製造する方法である。B≦0.0075×K ・・・(I)(Bは、上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合(重量%)であり、Kは上記ポリエチレンワックスの140℃における溶融粘度(mPa・s)である。)
(もっと読む)
ポリブチレンサクシネート樹脂組成物成形体およびその製造方法
【課題】耐熱性、柔軟性、成形性に優れ、かつ、耐久性に優れたポリブチレンサクシネート樹脂組成物成形体を提供する。
【解決手段】ポリブチレンサクシネート樹脂(A)100質量部に対し、0.3〜3.0質量部のカルボジイミド化合物(B)を添加、溶融混練した後、表面温度が75〜110℃の金型に射出成形して得られたものである。さらに、0質量部を超え10質量部以下の滑剤(C)と、0質量部を超え0.2質量部以下の(メタ)アクリル酸エステル化合物(D)とを任意的に添加可能である。
(もっと読む)
成形方法及び成形品
【課題】成形時にボイドの発生を防ぎ、外側表面と凹凸を有する内側表面とに塗膜を備えた成形品を簡便にかつ低コストで成形することが可能な成形方法を提供する。
【解決手段】作業機械の外装部材として用いられ、リブ等の凹凸を有する内側表面となる第1面と、外側表面となる第2面とに塗膜を備える成形品(10)を成形する方法であって、前記第1面を成形可能な上型(2,2')と、前記第2面を成形可能な下型(3,3')とを作製すること、前記上型(2,2')のキャビティ面に塗料(6)を塗布すること、前記上型(2,2')と前記下型(3,3')とを型締すること、ポリオールと、ポリアミンと、水とを混合して第1混合原料を調製すること、前記第1混合原料にポリイソシアネートを混合して第2混合原料(9)を調製すると同時にキャビティ(8)内に注入し、反応射出成形法によりウレタンウレア樹脂からなる成形品(10)を発泡成形し、前記塗料(6)を成形品(10)に転写することを含む成形方法。
(もっと読む)
1,051 - 1,060 / 1,429
[ Back to top ]