
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
111 - 120 / 1,429
ポリプロピレン系樹脂組成物からなる射出発泡成形体の製造方法
【課題】射出充填性、発泡性に優れ、表面外観の美麗な射出発泡成形体を提供する。
【解決手段】230℃でのメルトフローレートが30g/10分を超えて250g/10分以下、200℃でのメルトテンションが0.3cN以上、かつ、200℃での動的粘弾性測定における角振動数1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが6.0以下である、改質ポリプロピレン系樹脂(A)3〜50重量部、および230℃でのメルトフローレートが10g/10分以上150g/10分以下、メルトテンションが2cN未満である、線状ポリプロピレン系樹脂(B)50〜97重量部を含んでなるポリプロピレン系樹脂組成物と発泡剤を射出成形機に供給し、溶融、混練することで得た溶融混練物を射出開始から射出完了まで85℃以上に保持された金型内に射出することを特徴とする発泡成形体の製造方法。
(もっと読む)
車両用バンパーおよびその成形方法
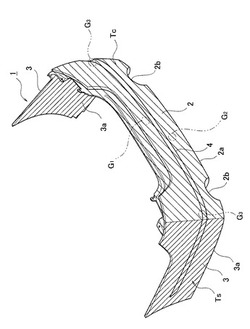
【課題】射出成形によるウェルドライン発生の抑制と、薄肉,軽量化が可能な車両用バンパーおよびその成形方法の提供を図る。
【解決手段】バンパーセンター2からバンパーサイド3に亘ってモール嵌合溝4を備え、その溝底にはサイドモール6のクリップ7が圧入,係着する止着孔5を形成してある。リャバンパー1の射出成形に際しては、ゲートG1〜G3が集中するバンパーセンター2の板厚TCを小さく、バンパーサイド3の板厚TSを大きくした異なる板厚分布で成形することにより、止着孔5を形成する可動コア周りでの溶融樹脂の会合角度を大きくして、ウェルドラインの発生を抑制できるようにしている。
(もっと読む)
成形品

【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
難燃性樹脂組成物、その製造方法およびその成形方法
【課題】環境樹脂に非ハロゲン系の難燃剤を付与して、電化製品の外装体を提供する。
【解決手段】ポリ乳酸または乳酸共重合体を55wt%以上含む樹脂成分と、難燃性を付与する難燃性付与成分とを含む難燃性樹脂組成物を射出成形法または圧縮成形法により成形する電化製品の外装体の製造方法において、前記難燃性付与成分を、接触分解触媒の1つであって、酸化ケイ素と酸化マグネシウムとの複合酸化物、または両者が結合して成るシリカ−マグネシア触媒とし、前記難燃性樹脂組成物において前記難燃性付与成分の占める割合を0.5wt%〜40wt%とする。
(もっと読む)
液状付加硬化型シリコーンゴム組成物の射出成形方法及びその成形品
【課題】液状付加硬化型シリコーンゴム組成物の射出成形方法、及び該方法により製造されるシリコーンゴム成形品を提供する。
【解決手段】射出成形材料を加熱して可塑化させるバレルと、射出成形材料を搬送する螺旋溝が形成され、前記バレルに面接しながら回転することにより前記螺旋溝内の射出成形材料の可塑化・混練を促し、その回転中心に形成された射出シリンダー部に圧送するスクロールと、このスクロールを回転させるスクロール駆動体を備えた射出成形機を用い、前記螺旋溝内で液状付加硬化型シリコーンゴム組成物を混合し、次いで、混合した該組成物を射出シリンダー部へ圧送し、更に射出シリンダー部から金型のキャビティ内へ射出し、該組成物を加熱硬化して成形することを特徴とする液状付加硬化型シリコーンゴム組成物の射出成形方法。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形品
【課題】光輝材を有する熱可塑性樹脂を射出成形する場合において、成形品の形状が、樹脂の合流部を有する形状や、凹凸を有するような形状であっても、光輝材の配向乱れによる外観品位の低下を抑制すること。
【解決手段】少なくとも光輝材13と白色顔料14とを有する非透明の熱可塑性樹脂15を成形した射出成形品12において、前記光輝材13が、前記射出成形品12の厚み方向において、濃度勾配を有し、かつ、前記濃度勾配のうち最大値を意匠面から厚みの5%以上に有する構成である。
光輝材13が射出成形品12の厚み方向に濃度勾配を有し、かつ、光輝材13が最も多く存在する部位よりも意匠面側(人の目に近い側)に、非透明な熱可塑性樹脂15と白色顔料14が存在することにより、樹脂合流や凹凸形状の影響によって光輝材の配向乱れが発生していたとしても、熱可塑性樹脂15と白色顔料14のマスキング効果により、配向乱れが認識しにくくなる。
(もっと読む)
中空体成形装置
【課題】同一金型内で中空成形体の成形と共にフローティングコアを同時成形し、かつ成形したフローティングコアをそのまま次のショットに使用でき、成形サイクルの効率化及び短縮化を図る中空体成形装置を提供する。
【解決手段】主キャビティ2の加圧ポート5,6側の周囲にフローティングコアを成形する複数のフローティングコアキャビティ8,9を有し、金型1に対して移動可能に加圧ポート台座7が配設されると共に、加圧ポート台座7に複数の加圧ポート5,6が配設され、主キャビティ2内で中空成形体を成形すると共に、フローティングコアキャビティ8,9のうち少なくとも一つに、待機中の加圧ポート5,6を臨ませて加圧ポート5,6上にフローティングコア12を成形し、フローティングコア12が加圧ポート5,6上に装着されたままの状態で、次のショットに際して主キャビティ2に臨むように、加圧ポート台座7を移動させる。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】非充填部を有する発泡樹脂成形品を製造する際の発泡樹脂の充填不良を防止する。
【解決手段】表皮13を第1型の成形面にセットするとともに、外周に発泡樹脂の案内面19aを有する環状シール部19が突設された基材9を、上流側案内面部19bが発泡樹脂の流入方向Iに向かって互いに離れるように傾斜し、かつ下流側案内面部19cが流入方向に向かって互いに接近するように傾斜する状態で第2型の成形面にセットして型閉めすることにより、基材9の環状シール部19先端を表皮13の裏面に圧接させて、基材9の環状シール部19の外側で基材9と表皮13との間にキャビティを形成し、キャビティに連通したゲートから溶融状態の発泡樹脂をキャビティ内に射出して、環状シール部19で分岐させて上流側案内面部19bに沿って互いに離れる方向に案内した後に下流側案内面部19cに沿って合流するように案内することでキャビティ内に充填する。
(もっと読む)
プロピレン系樹脂射出成形品
【課題】高い透明性を有し臭気のないプロピレン系樹脂射出成形品を提供する。
【解決手段】プロピレン系重合体A100重量部に対し、下記一般式1で示されるリン酸エステルナトリウム塩系造核剤B0.01〜0.5重量部と高級脂肪酸アルミニウム塩C0.01〜0.5重量部を含有するプロピレン系樹脂を射出成形する。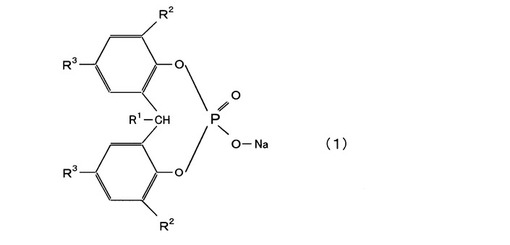 (もっと読む)
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
111 - 120 / 1,429
[ Back to top ]