
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
51 - 60 / 1,429
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
樹脂組成物および射出成形体
【課題】難燃性および耐熱性を有する射出成形体を提供する。
【解決手段】本発明の射出成形体は、乳酸系樹脂(A)および、乳酸系樹脂(A)に対して可塑化効果を有する難燃剤(B)の混合物と、ΔHmが0J/g以上、30J/g以下である熱可塑性樹脂(C)とを配合してなる樹脂組成物を用いてなる射出成形体である。ただし、乳酸系樹脂(A)、難燃剤(B)および熱可塑性樹脂(C)中に占める難燃剤(B)の割合は1質量%以上、20質量%以下であり、熱可塑性樹脂(C)の樹脂組成物中に占める割合は10質量%以上、40質量%以下である。
(もっと読む)
樹脂成形品の成形方法

【課題】基板部の裏面にリブが形成される樹脂成形品の前記基板部における表面側のリブ根元近傍に発生するひけを、コストを上昇させることなく抑制できること。
【解決手段】固定型11に対して移動可能な可動型12と前記固定型11との間に形成されたキャビティ14内に樹脂材料を充填して、天板3の裏面3Bにリブ4が形成される樹脂成形品2を成形する樹脂成形品の成形方法であって、キャビティ14内に、発泡剤を添加した樹脂材料を溶融状態で充填し、その後、可動型12の位置を保持し且つキャビティ14内を略大気圧に保持した状態で、溶融樹脂1を冷却して樹脂成形品2を成形するものである。
(もっと読む)
射出発泡用樹脂組成物、射出発泡成形体及び射出発泡成形体の製造方法
【課題】 内部セルが均一微細であり、高発泡倍率で軽量性に優れていることから、自動車内装材をはじめ、食品包装用容器や家電、建材用途に広く使用できる射出成形発泡用樹脂組成物、それよりなる発泡体及びその製造方法を提供する。
【解決手段】 少なくともポリプロピレン系樹脂、メルトフローレートが1g/10分以上10g/10分未満、溶融張力が150mN以上、歪硬化性を有し、密度が915kg/m3以上970kg/m3以下のポリエチレン系樹脂(A)、並びにアルケニル芳香族化合物単位含有ゴム及び密度が850kg/m3以上910kg/m3以下のエチレン−α−オレフィン系共重合体からなる群より選ばれる少なくとも1種以上の熱可塑性樹脂(B)を含有する樹脂組成物。
(もっと読む)
発泡パネル及びその成形方法
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
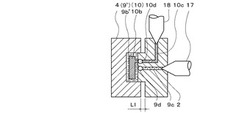
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、黒色染顔料を配合して漆黒性を付与した芳香族ポリカーボネート樹脂組成物であって、ピアノブラック調の深みのある漆黒性で、高級感のある良好な外観を呈し、更には表面硬度が高く、耐傷付き性にも優れた芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と黒色染顔料(D)0.01〜10質量部とを含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
51 - 60 / 1,429
[ Back to top ]