
国際特許分類[B29C45/03]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 射出成形機 (327)
国際特許分類[B29C45/03]の下位に属する分類
可動金型を用いるもの (130)
可動な射出ユニットを用いるもの (23)
相互に異った配置もしくは組合わせで使用できる金型または射出ユニットを用いるもの (45)
2つまたはそれ以上の固定金型を用いるもの,例.タンデム式 (31)
1つの金型と協働する2つまたはそれ以上の射出ユニットを用いるもの (52)
国際特許分類[B29C45/03]に分類される特許
1 - 10 / 46
射出成形の装置及び方法
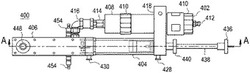
【課題】微小シリコーン成形型取り付けプランジャー射出システムを提供する。
【解決手段】このシステムには、シリコーンカートリッジアセンブリ、微小プランジャー射出アセンブリ、及びコールドデッキノズルアセンブリが含まれる。このシステムにおいて、これらの3つの構成要素が直接相互接続され、これによって材料の流動経路長さと直径が大幅に低減される。このシステムは、構成品を製造するのに必要な望ましい射出重量に実質的に等しい単回射出量の材料を送ることができる。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
樹脂封止装置
【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを一方側から押さえる一方金型(上型12)と、ワークを他方側から押さえる他方金型(下型22)と、一方金型及び他方金型でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、一方金型又は他方金型のいずれかの金型に設けられたポット21に沿ってプランジャ23を摺動可能に構成されたトランスファ機構(マルチトランスファユニット24)と、トランスファ機構によりプランジャ23に加えられる樹脂成形圧を測定するロードセル30と、ロードセル30で測定された樹脂成形圧に第1の所定圧力αを加えて増幅するロードセルアンプ56とを有する。
(もっと読む)
射出成形機
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
半導体パッケージの成形装置
【課題】半導体パッケージの成形装置を提供すること。
【解決手段】半導体パッケージの成形装置は、少なくとも1つの第1半導体チップが安定して支持される下金型、前記下金型の上部に位置して少なくとも1つの第2半導体チップが安定して支持され、前記下金型と対向する面に前記第1半導体チップの成形空間のための第1キャビティを有する中金型、前記中金型の上部に位置して前記中金型と対向する面に前記第2半導体チップの成形空間のための第2キャビティを有する上金型、前記下金型を貫通して前記第1キャビティと連結される第1供給ポート、前記下金型と前記中金型とを貫通して前記第2キャビティと連結される第2供給ポート、及び前記下金型の下部に位置して前記第1及び第2供給ポートに各々備わり、前記第1及び第2供給ポート内の成形樹脂を加圧して前記第1及び第2キャビティに供給する第1及び第2トランスファー・ラムを有する加圧ユニットを含む。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】少なくとも型締装置の作動を油圧機構により行う射出成形機において、構造を簡単にしコストを抑えるともに、省エネルギー化を達成することのできる射出成形機または射出成形機の制御方法を提供する。
【解決手段】少なくとも型締装置12の作動を油圧機構により行う射出成形機11において、射出機構26およびスクリュ回転機構29のいずれか一方の作動を行うサーボモータ30と、射出機構およびスクリュ回転機構のいずれか他方の作動を行う油圧機構とが設けられ、射出機構およびスクリュ回転機構のいずれか他方の油圧機構と型締装置の油圧機構へ作動油を供給するポンプ33は、サーボモータまたはインバータモータにより回転数が制御されるポンプとする。
(もっと読む)
射出成形機
【課題】求められる制御精度がそれぞれ異なる複数のサーボモータをより効率的に集中制御する多軸サーボドライバを搭載する射出成形機を提供すること。
【解決手段】四つのサーボモータM1〜M4を集中制御する多軸サーボドライバEQを搭載する射出成形機において、その多軸サーボドライバEQは、それら四つのサーボモータM1〜M4のそれぞれに関する演算のために用いられる一のCPU資源を備える。また、その多軸サーボドライバEQは、それら四つのサーボモータM1〜M4の制御周期を個別に設定する制御周期設定部C13を備え、成形サイクル中にそれら四つのサーボモータM1〜M4のうちの少なくとも一つの制御周期が変化するように、それら四つのサーボモータのそれぞれの制御周期を設定することができる。
(もっと読む)
半導体装置、半導体装置の保管方法、半導体装置の製造方法、及び半導体製造装置
【課題】樹脂バリを除去する作業を行わずとも、半導体パッケージの外観が損なわれることを抑制し、かつ半導体パッケージの薄型化を図る。
【解決手段】半導体パッケージ100は、半導体チップ60と、半導体チップ60をダイパッド52に搭載したリードフレーム50と、半導体チップ60、及びダイパッド52を上面及び下面から封止した樹脂10と、を備え、樹脂10は、表面に設けられた凹部30と、裏面に設けられ、平面視で凹部30の内側に位置する凹部40とを有する。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
モールド金型
【課題】低粘性で浸透性が高い封止樹脂を用いても、センターインサートの金型クランプ面に形成される隙間から漏れ出した封止樹脂をセンターインサート側のクランプ領域内に留めておくことにより、成形不良を低減したモールド金型を提供する。
【解決手段】上型センターインサート130および上型キャビティインサート140を有する上金型100と、下型センターインサート240および下型キャビティインサート250を有する下金型200とを備え、上型センターインサート130の上型キャビティインサート140と隣接する端縁部若しくは下型センターインサート240の下型キャビティインサート250と隣接する端縁部に沿って連なり、下型センターインサート240に形成された金型ランナ170と交差するように突出する突出部242が形成されていることを特徴とする。
(もっと読む)
1 - 10 / 46
[ Back to top ]