
国際特許分類[B29C45/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 多層または多色物品の製造 (1,007)
国際特許分類[B29C45/16]に分類される特許
41 - 50 / 1,007
インモールド用転写箔及びそれを用いた成形品
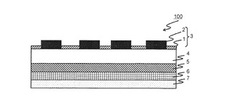
【課題】良好な凹凸模様を成形品に付与することのできる凹凸形成層を形成しつつ、且つ、生産性に優れたインモールド用転写箔を提供する。
【解決手段】インモールド用転写箔100は、ベースフィルム4の一方の面に形成された剥離層5と、剥離層5のベースフィルム4とは反対側に形成された印刷層6と、印刷層6の剥離層5とは反対側に形成された接着層7と、ベースフィルム4の他方の面に形成された凹凸形成層3とを備え、凹凸形成層3は凸部2と凹部1とを含み、且つ凸部2と凹部1との組み合わせで構成された所定の凹凸パターンを有し、凸部2と凹部1は一方が撥水性樹脂で、他方が親水性樹脂で形成されていることを特徴とする。
(もっと読む)
偏光ビームスプリッタを作製する方法

【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、製造コストの削減を図ると共に生産性の向上を図る。
【解決手段】射出機16から可動型14の第2キャビティ42に成形材を射出して第2成形部52を得る際、前記成形材が前記可動型14のゲート部62を通じて前記第2キャビティ42へと供給される。この際、成形材は、ゲート部62に供給されると同時に固定型12のサブキャビティ38に供給され充填される。そして、固定型12から可動型14を離脱させる際、ゲート部62の連通部48が、第2キャビティ42側に向かって先細状に形成されているため、前記固定型12と共にゲート成形部56が可動型14から離脱し、その作用下に前記連通部48で形成されたゲート部62が、その先端部62aを起点として第2成形部52から切り離される。
(もっと読む)
成形品及びインモールド転写箔
【課題】成形品の転写層の変形・損傷を防止する。
【解決手段】1次成形樹脂10´と、1次成形樹脂10´側から加飾層33、ポリエステル又はポリウレタン又はポリイミド又はセルロースのいずれか、もしくはこれらのうちの2以上の組み合わせからなる混合物を主成分とする箔流れ防止用印刷層31が順に積層され、1次成形層10の表面に転写された転写層30と、その転写層30の箔流れ防止用印刷層31側に形成された2次成形樹脂20´と、を有する。
(もっと読む)
コンテナ及びコンテナの射出成形方法
【課題】 本発明は、リサイクル性に優れ且つ優れた剛性及び耐衝撃性を有するコンテナを提供する。
【解決手段】 本発明のコンテナAは、底面部1とこの底面部1の外周縁部から上方に向かって延設された周壁部2と、この周壁部2から外方に向かって延設された鍔部3とを有するコンテナにおいて、上記鍔部3及び上記周壁部2の上端部を除いた残余部分は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含む第一熱可塑性樹脂から構成されているコア部4と、このコア部4を被覆し且つ第二熱可塑性樹脂からなるスキン層5とから構成されている一方、上記鍔部3及び上記周壁部2の上端部21は上記第二熱可塑性樹脂から構成されていることを特徴とする。
(もっと読む)
成形品の製造方法
【課題】 本発明は、リサイクル性に優れており、優れた剛性及び耐衝撃性を有する成形品を製造することができる成形品の製造方法を提供する。
【解決手段】 本発明の成形品の製造方法は、金型のキャビティ内にスキン層を構成するスキン層用熱可塑性樹脂を射出した後に、上記キャビティ内にコア部を構成するコア部用熱可塑性樹脂を射出して、上記スキン層用熱可塑性樹脂及び上記コア部用熱可塑性樹脂を上記キャビティ内にて層状に流動させて、スキン層が上記スキン層用熱可塑性樹脂から構成され且つコア部がコア部用熱可塑性樹脂から構成された成形品を製造する成形品の製造方法であって、上記コア部用熱可塑性樹脂は、少なくとも一種のポリオレフィン系樹脂と0.01〜3.0重量%の塩素含有樹脂とを含むことを特徴とする。
(もっと読む)
高意匠性インモールド転写フィルムおよび高意匠性インモールド成型品
【課題】ホログラムや光輝性パターンの図柄を任意の部分に設けた、高意匠性インモールド転写フィルム、およびそれを用いた高意匠性インモールド成型品を提供する。
【解決手段】ホログラム転写フィルムや光輝性パターンの転写フィルムから、サーマルヘッドで印字して、ホログラムや光輝性パターンの図柄をインモールド転写フィルム上に形成することにより高意匠性インモールド転写フィルムをオンデマンドで製造する。カラーの図柄22はレジンタイプの溶融転写フィルムから、サーマルヘッドで印字して形成する。インモールド転写フィルム35上に形成されるホログラムや光輝性パターンの図柄21は高精細であり、100μm以下の細線や、75lpiの線数の網点画像を形成する。該高意匠性インモールド転写フィルム35を使用してインモールド成型することにより、高意匠性インモールド成型品を得る。
(もっと読む)
転写加飾品の製造方法、転写加飾装置及び転写加飾品
【課題】複合品の表面に簡易かつ確実に転写層により加飾される転写加飾品の製造方法及び転写加飾装置並びに転写加飾品を提供する。
【解決手段】第1型1に複合品20を配置する工程と、転写層を有する転写シート12を複合品20の表面に対向する位置に配置する工程と、第1型1と第2型2とを型締めして、第2型2と転写シート12との間にキャビティを形成する工程と、キャビティに媒体30を注入して、当該媒体30により転写シート12を複合品20に押し付けて複合品20の表面に転写層を固着させる工程と、を備えた。
(もっと読む)
複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品
【課題】深絞り度が高く、アンダーカットを有する樹脂成形品をインモールド成形するにあたり、成形時にフィルムが破れたり皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形を可能にする。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
41 - 50 / 1,007
[ Back to top ]