
国際特許分類[B29C45/17]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/17]の下位に属する分類
射出成形機への材料の供給 (157)
射出ノズル (188)
金型 (3,741)
スプルーまたはインゲートのための切断装置 (141)
成形品の取り出しまたは突き出し (799)
成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200)
型開き,型閉めまたはクランプ装置 (585)
型開き,型閉めまたはクランプ装置と組み合わせた,成形材料を可塑化もしくは均質化または型内に圧入するための手段 (217)
加熱または冷却 (620)
計量,制御または調整 (1,738)
潤滑手段 (31)
安全装置 (121)
国際特許分類[B29C45/17]に分類される特許
101 - 110 / 613
射出成形機及び射出シリンダ
【課題】ノズルの位置の調整作業を不要としながら射出材料の漏れを防止すること。
【解決手段】射出材料を射出するノズル部を射出シリンダと、金型に型締力を付与する型締手段と、を備えた射出成形機において、前記ノズル部が、射出材料の注入口を有する前記金型の注入面に当接する当接面と、前記当接面に設けられ、射出材料を前記注入面の前記注入口に射出する射出口と、を備え、前記当接面が前記注入口を覆う大きさを有し、前記ノズル部には前記当接面を前記注入面に押圧する方向に前記型締手段による型締力が作用することを特徴とする。
(もっと読む)
樹脂成形品の製造方法

【課題】 円環状の外周部11と軸部13とがウェブ14で一体化された樹脂歯車や樹脂プーリーなどの樹脂成形品1の製造において、樹脂成形品1の寸法精度、特に真円度を高めることが可能な製造方法を提供する。
【解決手段】 樹脂成形品1を射出成形する際のピンゲート32をウェブ成形部に設ける場合において、ゲート32が外周部寄りに設けられる場合にはピンゲート先端が成形品中心方向に向かって傾斜するように設けて、射出された樹脂が成形品中心方向に偏向して流れるようにする。あるいは、ゲート33が軸部寄りに設けられる場合にはピンゲート先端が成形品半径方向外側に向かって傾斜するように設け、射出された樹脂が成形品半径方向外側に偏向して流れるようにする。
(もっと読む)
一体型照射ユニット
本発明は、光硬化性ポリマー組成物を硬化させるための一体型照射ユニット、一体型照射ユニットを用いて硬化ポリマー成形体又は硬化ポリマーで被覆した物体を製造する方法、及び硬化ポリマー成形体又は硬化ポリマーで被覆した物体を製造するための一体型照射ユニットの使用に関する。 (もっと読む)
樹脂成形品の製造方法
【課題】アニール処理された樹脂成形品を切断して製品化する場合において、切断面に再び発生した残留応力を除去ないし低減し、高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、生産性の向上を図り、他の部品との結合に適正な切断面を確保することを課題とした。
【解決手段】アニール処理された熱可塑性樹脂成形品の所定の切断箇所の切断工程後において、切断したことにより生じるその切断端面の残留応力を低減させるために、樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程を設けた。
【効果】熱可塑性樹脂の塑性変形の性質を利用する押出成形や射出成形等の成形を行い、これによる成型部材を切断することにより製品化する場合において、その切断が原因として切断部に残留応力が発生したとしても、それを低減する樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程により、クラックや歪みが発生しない高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、簡単な処理工程で生産性の向上を図り、他の部品との結合に適正な切断面を確保できる。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
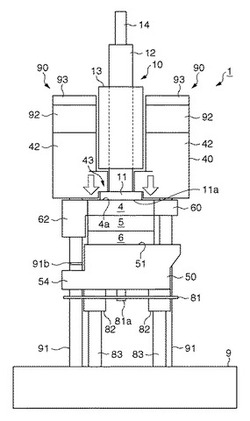
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
接続部材
【課題】成形機に供給される粉粒体に成形機内のガスおよび/または熱気が接触することを防止できる、接続部材を提供すること。
【解決手段】
上端部が、材料を貯留するホッパ2に接続され、下端部が、成形機3に接続される接続部材において、上下方向に材料を通過させる通路と、通路内に吸気する多数の吸気部側貫通穴32と、吸気部側貫通穴32の下方に間隔を隔てて形成され、通路内から排気する2つの排気部側貫通穴33とを備え、吸気部側貫通穴32から吸気すると同時に排気部側貫通穴33から排気することにより、吸気部側貫通穴32から吸気されて通路内を下降する気流、および、通路の下端部において排気部側貫通穴33から排出される気流を形成する。そして、バレル6から通路へ流入したガス(材料に含まれていた水分や揮発成分)および/または熱気を、通路内を下降する気流により、その上昇を規制するとともに、排気部側貫通穴33から排出される気流により、通路から排気する。
(もっと読む)
動力伝達系成形品の製造方法及び装置
【課題】 添加材を含む樹脂組成物からなる動力伝達用ホイール等の製造に際し、添加材の配向の向きを添加の目的に応じて制御できるようにすること。
【解決手段】 金型100のキャビティ13に、溶融樹脂に磁性材料からなる添加材を添加した樹脂組成物を注入して固化させる動力伝達系成形品1の製造方法であって、金型100に設けた磁場配向手段20により、金型100に注入された固化前の樹脂成形物に磁場を印加し、磁性材料からなる添加材を一定方向に配向するもの。
(もっと読む)
相関係数算出機能を有する射出成形機の制御装置
【課題】射出成形に係る物理量の時系列データと成形品質との相関において、相関係数算出機能を有する射出成形機の制御装置を提供する。
【解決手段】サイクルカウンタの値であるNに1を加算した値を、Nとし、1成形サイクルの中の成形サイクルの開始から終了までの期間で、射出成形に係る物理量を所定サンプリング時間間隔で検出し記憶し、1成形サイクルの中での成形品質データを検出し記憶し、1成形サイクルを終了する(SA100〜SA105)。Nが、所定値より大きいか否か判断し、大きくない場合にはステップSA101へ戻り、次の成形サイクルへ移行し、大きい場合には、ステップSA103で検出し記憶した射出成形に係る物理量と、ステップSA104で検出し記憶した成形品質データとの相関係数をステップSA103で検出し記憶した射出成形に係る物理量に対して所定サンプリング時間間隔の時刻毎に算出し記憶し、処理を終了する。
(もっと読む)
樹脂成形部品の製造方法
【課題】必要部分の寸法精度の向上を図り、歩留まりの改善を図ることのできる樹脂成形部品の製造方法を提供する。
【解決手段】互いに対向する1対のアーム11を有し、アーム11の対向部間の間隔Hに精度が要求される樹脂成形部品の製造方法において、1対のアーム11の各々の先端部に成形用のゲート21を配置し、2つのゲート21とそれら2つのゲート21をつなぐランナ22を含めた部分の樹脂残留部を、1対のアームの先端間をつなぐブリッジ部材20として一体に付けた状態で樹脂成形部品10を射出成形し、ブリッジ部材20を付けた状態のまま射出成形品をアニール処理し、アニール処理後にゲート21の位置でブリッジ部材20をカットして製品を得る。
(もっと読む)
101 - 110 / 613
[ Back to top ]