
国際特許分類[B29C45/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188)
国際特許分類[B29C45/20]の下位に属する分類
国際特許分類[B29C45/20]に分類される特許
1 - 10 / 130
プリフォームの射出成形装置
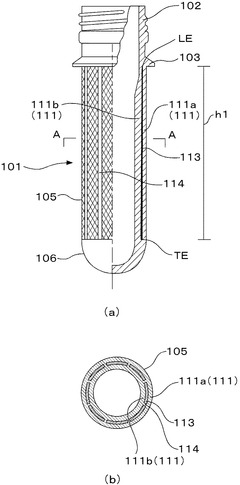
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
成形装置

【課題】ノズルタッチ時の金型の局所的変形を抑えて高精度の光ピックアップ用レンズその他の光学素子を形成することができる成形金型を提供すること。
【解決手段】ノズルタッチ部65aの密着面である楕円体状面S31bによってタッチ力をノズルタッチ部65a内に広く分散させることができるので、ノズルタッチ部65a周辺における第1金型41の局所的な変形を抑えることができる。これにより、第1金型41と第2金型42とによって成形されるレンズの偏芯を低減して、高精度のレンズ(具体的には光ピックアップ用の対物レンズ)を形成することができる。
(もっと読む)
注入ノズル
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
サンドイッチ成形用ノズルおよび射出成形装置
【課題】射出成形装置10のサンドイッチ成形用ノズル30は、コア層と表皮層とを形成するための樹脂材料を容易に変更することができる。
【解決手段】サンドイッチ成形用ノズル30は、金型MdのキャビティCtに接続されるノズル孔32dと、第1または第2射出ユニット60A,60Bから供給される異なった樹脂材料を流す第1および第2樹脂通路35A,35Bとを有するノズル本体31と、ノズル孔32dと金型Mdとの接続箇所を通る軸を中心に、ノズル本体31を回転可能に支持するノズル軸支機構51とを備えている。ノズル軸支機構51は、ノズル本体31が軸を中心に回転することで、第1樹脂通路35Aおよび第2樹脂通路35Bが第1および第2射出ユニット60A,60Bに接続される箇所が入れ替わるように構成されている。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置
【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
同期ノズルタッチ機構を有する射出成形機
【課題】射出ユニット後退に要した時間を毎サイクル計測し、型締完了と同時または遅延時間に合わせてノズルタッチ完了を行わせることが可能な同期ノズルタッチ機構を有する射出成形機を提供すること。
【解決手段】スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために減算して差分を計算する。スプルーブレイク使用時に型締時間と射出ユニット前進時間を同じにするために、型締時間から射出ユニット前進時間を減算して差分を計算する。nショット目の型締時間(型閉じ開始から型締完了までの時間)を計測してTとし、射出ユニット前進開始からノズルタッチ完了までの時間(射出ユニット前進時間)を計測してtとし、時間差α=T−tにより差分を計算する。時間差αに基づいて射出ユニット前進開始の時刻(タイミング)を設定する。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
射出成形装置
【課題】ウェルドラインの発生を防止しつつ、バリの発生量を抑制可能とする射出成形装置を提供する。
【解決手段】環状のキャビティCを有する金型と、キャビティCに成形材料を射出する射出機構200と、を備える環状の成形品を成形する射出成形装置Sにおいて、金型には、射出機構200からキャビティCに成形材料を導く環状の第1供給通路T1が設けられており、射出機構200には、成形材料を第1供給通路T1の入り口まで導く環状の第2供給通路T2が設けられていることを特徴とする。
(もっと読む)
射出成形機
【課題】既存の射出成形機にも容易に適用でき、耐久性を備えているにも拘わらず、確実に射出ノズルのハナタレ現象を防止できる射出ノズルを提供する。
【解決手段】
射出ノズル(N)の先端部近傍の位置において、射出ノズル(N)内に空気あるいは液体のような冷却流体が流れる冷却流体路(24、22、21、23、25)を形成する。この冷却流体路(24、…)に冷却媒体を送ると、射出ノズル(N)内の溶融樹脂の温度がわずか低下し、粘度が上昇する。これによって溶融樹脂の流動抵抗は増して、ハナタレ現象が防止できる。
(もっと読む)
1 - 10 / 130
[ Back to top ]