
国際特許分類[B29C45/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741)
国際特許分類[B29C45/26]の下位に属する分類
スプルー溝 (706)
軸方向に間隔を置いて配置されている複数の金型キャビティを有するもの (74)
横方向,例.放射状,に移動できる金型部品を有するもの (235)
ベント装置を有するもの (238)
コアを位置決めまたは心合わせする手段を有するもの (159)
型キャビティ壁 (537)
国際特許分類[B29C45/26]に分類される特許
1 - 10 / 1,792
インモールド成形方法および当該方法で形成された樹脂成形品
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
型内塗装用型
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
樹脂成形品製造方法及びフィルム
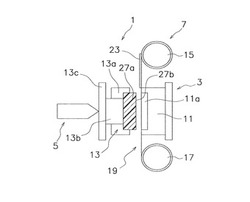
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法

【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
繊維強化樹脂材の成形方法
【課題】成形型を含む成形システムを高価なものとすることなく、簡易な成形方法で繊維強化樹脂材に生じ得る反りを解消することのできる繊維強化樹脂材の成形方法を提供する。
【解決手段】繊維材7が混入された溶融樹脂6を成形型1の一箇所に配されたゲート2を介して成形型1の内部に射出し、さらに保圧して繊維強化樹脂材を成形する方法であり、溶融樹脂6の射出に先行して成形型1の内部に繊維材7が配向するのを抑制する配向抑制部材5を配しておき、保圧の前段もしくは保圧の途中で配向抑制部材5を成形型1から取り外すことを特徴とする。
(もっと読む)
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体
【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
細胞培養容器の製造方法
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
歯車射出成形用金型およびこの金型の製造方法
【課題】樹脂を射出成形することによって得えられる従来の歯車の高精度化を企図した場合、金型構造が複雑となる上に特別な付帯設備が必要である。
【解決手段】歯車を射出成形するための本発明による金型は、歯車となる樹脂が充填される成形キャビティが画成され、この成形キャビティが歯車の歯部となる歯部成形部を有し、この歯部成形部が成形キャビティの周方向に沿って異なる転位量を持った転位歯部成形部を有する。この場合、成形キャビティに連通して溶融状態の樹脂が通る射出ゲート部に近接する転位歯部成形部がプラス側の転位量を有し、射出ゲート部から離れた転位歯部成形部がマイナス側の転位量を有するものであってよい。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
1 - 10 / 1,792
[ Back to top ]