
国際特許分類[B29C45/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | コアを位置決めまたは心合わせする手段を有するもの (159)
国際特許分類[B29C45/36]に分類される特許
1 - 10 / 159
射出成形金型
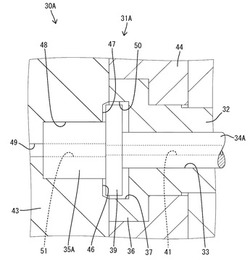
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
射出成形機能部付きの容器及び該容器を成形する工具

【課題】
本発明の目的は、流動成形材料を容器のフランジの下側に含んだ状態に維持するようにする方法で、流動成形材料の流れを制御することである。
【解決手段】
容器が底部パネル、底部パネルから上方に延びる少なくとも1つの側部パネル、及び底部パネルから上方に延びる少なくとも1つの端部パネルを有する。少なくとも1つの隅部が側部パネル及び端部パネル間の接合部に形成される。フランジが側部パネル、端部パネル及び隅部のうちの少なくとも1つの上縁から側方外側に延びる。射出成形構造がフランジの少なくとも一部に沿って延び、射出成形構造は側部パネル及び端部パネルの上縁に隣接する基部、該基部から側方外側に延びる遠位部、並びに該容器のフランジの少なくとも一部に沿って延びる、該遠位部の窪みを含む。容器を成形する装置及び容器を製造する方法も開示される。
(もっと読む)
マグネットローラ成形用金型
【課題】入れ子の軸心と金型本体の軸心との芯ずれを、煩雑なメンテナンスを必要とせず、シンプルな構造にて防止することができる、マグネットローラ成形用金型を提供する。
【解決手段】円筒状の中空部を有して、この中空部の長手方向の一端部に開口を有し、射出成形機に固定されて水平方向に保持される金型本体11と、この金型本体11の上記開口を有する一端部と接続する軸金型13と、この金型本体の中空部の周囲に配設され、当該中空部の長さ方向に延在する磁力発生手段14とを備えるマグネットローラ成形用金型10である。射出成型機の可動側部材に固定された金型本体11の他端部に対して、開口部を有する金型本体11の一端部に生じた中心軸のずれに合わせて、軸金型13は、中心軸が偏芯した形状を有している。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
光学素子の製造方法
【課題】新しい成形金型を使用する場合であっても、光学素子の性能不良を防止することができる光学素子の製造方法を提供すること。
【解決手段】新しい成形金型40を使用する場合であっても、所定回数のドライサイクル運転を行った後にレンズLPの生産開始を行うことにより、レンズLPの性能不良を防止することができる。つまり、予め所定回数のドライサイクル運転を行うことで初期摩耗状態を起こし、位置決め部材である凹状部材59及び凸状部材69の摩耗の進行が比較的緩やかになった後にレンズLPの生産を行うことでレンズLPの性能が安定する。これにより、レンズLPの歩留まりを向上させることができる。
(もっと読む)
多層成形釦、多層成形釦の製造方法、多層成形釦用金型、および射出成形装置
【課題】本発明は、操作機能を示す文字や記号等に対する照明ムラを防止することが可能な多層成形釦を提供することを目的とする。
【解決手段】本発明による多層成形釦は、両端が開口した筒状を有し、非透過性の成形材料で成形された遮光部4と、遮光部4の一端に嵌合され、かつ、当該一端における開口を覆うように透過性の成形材料で成形された光導部3と、光導部3を覆うように半透過性の成形材料で成形され、遮光部4の他端側からの光を外部から視認可能に表示する表示部2とを備える。
(もっと読む)
回転体用ブッシュ及びそれを備えた回転体、回転体用ブッシュの製造方法、回転体の製造装置及び製造方法
【課題】回転体用ブッシュを備える回転体を回転軸へ取り付ける作業において、作業工程を簡略化すること。
【解決手段】回転体の内周側にインサート成形されて回転体に取り付けられる回転体用ブッシュ1であって、回転体の回転軸方向に貫通する貫通孔8を有する円筒状の本体部4を備え、貫通孔8の両端を形成する二箇所の開口部8a,8bのうち第一の開口部8aの開口面積は、二箇所の開口部8a,8bのうち他方の第二の開口部8bの開口面積未満であり、貫通孔8の一端側における回転軸方向から見た本体部4の肉厚は、貫通孔8の他端側における回転軸方向から見た本体部4の肉厚未満である。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
成形装置
【課題】円柱状のOリング装着部の段差が小さい樹脂部品を継続して成形可能にする。
【解決手段】Oリング装着部の一部を成形する第1入れ子4を第1型2内に配置し、Oリング装着部の残部を成形する第2入れ子5を第2型3内に配置し、型閉め状態のときに第1入れ子4の凹部42に第2入れ子5の凸部52が侵入する構成とし、凹部42の両側の部位43および凸部52を同極性に磁化する。磁気反発力によって凸部52は凹部42内における位置決め方向Y中心部に位置決めされ、第1入れ子4と第2入れ子5の位置合わせが正確に行われて、型ズレが抑制される。また、凸部52と凹部42は摺動しないため摩耗せず、第1入れ子4と第2入れ子5の位置合わせが継続して正確に行われる。
(もっと読む)
1 - 10 / 159
[ Back to top ]