
国際特許分類[B29C45/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | スプルーまたはインゲートのための切断装置 (141)
国際特許分類[B29C45/38]に分類される特許
1 - 10 / 141
金型装置
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
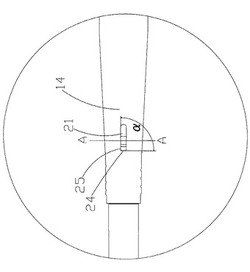
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
レンズの製造方法、レンズおよび光学装置

【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
樹脂成形用金型およびこの金型を用いて製造される樹脂部品の製造方法
【課題】樹脂製品部分とスクラップ部分の切り離し時にバリの発生を抑制でき、バリ除去工程を不要にして生産性を向上させ、薄い樹脂製品にも対応することができる樹脂成型用金型およびこの金型を用いて製造される樹脂部品の製造方法を提供する。
【解決手段】金型3のゲート5に形成されるノッチ(凸部)を樹脂製品室1に近い箇所に設置することで、切り離しの際にノッチによって樹脂が薄くなった箇所(凹部11)に応力を集中させて、この箇所で切断する。その結果、バリの発生を抑制して樹脂製品部分1とスクラップ部分5を切り離すことができる。また、バリが発生した場合でも、このノッチの設置位置や大きさによってバリ形状などを制御できる。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、製造コストの削減を図ると共に生産性の向上を図る。
【解決手段】射出機16から可動型14の第2キャビティ42に成形材を射出して第2成形部52を得る際、前記成形材が前記可動型14のゲート部62を通じて前記第2キャビティ42へと供給される。この際、成形材は、ゲート部62に供給されると同時に固定型12のサブキャビティ38に供給され充填される。そして、固定型12から可動型14を離脱させる際、ゲート部62の連通部48が、第2キャビティ42側に向かって先細状に形成されているため、前記固定型12と共にゲート成形部56が可動型14から離脱し、その作用下に前記連通部48で形成されたゲート部62が、その先端部62aを起点として第2成形部52から切り離される。
(もっと読む)
モールド装置及びモールド方法
【課題】ゲートカットを容易に行うことができるとともに、キャビティ内に充填された溶融樹脂に保持圧力を掛けることができるモールド装置及びモールド方法を提供すること。
【解決手段】モールド10装置において、キャビティ型12は、樹脂射出部13に接続するスプル部31と、スプル部31から放射状に形成されたゲート溝32とを備え、キャビティ型12内に摺動可能に設けられたスライド型30を有し、樹脂射出部13は、スプル部31に接続して樹脂40をスプル部31及びゲート15を介してキャビティCに注入し、キャビティCへの樹脂40の充填が終了すると、スライド型30をコア型11側に押し込んでゲート15の形状をダイアフラム形状からゲート溝32により形成されるピンゲート形状に変更させる。
(もっと読む)
ディゲート方法、ディゲート装置、トランスファモールド装置、および半導体パッケージの製造方法
【課題】半導体パッケージの製造歩留まりを向上する。
【解決手段】トランスファモールドによるレンズ86を含むワークWから、ワークWで接続された成形品ランナ91などの不要樹脂を分離するディゲート方法であって、(a)成形品ランナ91などの不要樹脂が接続されている箇所を除いてワークWを上下からクランプして、成形品ランナ91などの不要樹脂を浮かせた状態とする工程と、(b)上下方向の一方から他方へ浮いた状態の成形品ランナ91などの不要樹脂を押し続けて、ワークWから成形品ランナ91などの不要樹脂を引き千切る工程と、を含む。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
チャック装置およびそれを用いた成形品取出し装置
【課題】チャック装置によってそれぞれ保持した成形品における製品部分waと不要部分wbとを分断し、成形品を所定位置に移動させて製品部分waを収納する場合に、分断した製品部分waと不要部分wbとが接触干渉して姿勢や位置が変化することを防止して、製品部分waを所定位置に収納できるようにする。
【解決手段】成形品の製品部分waを保持する第1チャック部3aと、成形品の不要部分wbを保持する第2チャック部3bとを備えると共に、第1チャック部3aと第2チャック部3bとを相対接近および相対離間移動させるチャック移動手段を備え、このチャック部移動手段は、第1チャック部3aが設けられている可動枠9を、往復移動させるエアーシリンダ12を備えている。
(もっと読む)
成形部材用の切断ユニット
【課題】簡単かつ安価で製造できる装置でありながら、繋ぎ体10と多数個の成形部品20、30が一体に成形された成形部材Bから、多数個の成形部品20と30とを混在することなく切断分離して回収することのできる成形部材用の切断ユニットAを提供する。
【解決手段】切断ユニットAは、第1成形部品20を収容する第1収容保持箱40と、第2成形部品30を収容する第2収容保持箱50と、切断手段60を備える。切断手段60は、第1収容保持箱40と第2収容保持箱50とに収容されている成形部材Bにおける、第1成形部品20と繋ぎ材10との接続部および第2成形部品30と繋ぎ材10との接続部であって、第1収容保持箱40および第2収容保持箱50から露出している部分を切断する。
(もっと読む)
モールド樹脂射出成形用金型
【課題】サイドゲート方式を採用した射出成形2プレート金型構造の多くは、成形品と不要部分となるスプルー、ランナーが金型から繋がった状態で排出され、その後に人またはロボット等によってゲート切断のため成形品とスプルー、ランナー分離作業工程が必要であり、金型に無理をかけずに信頼性の高いゲートカットできる技術を提供する。
【解決手段】モールド樹脂射出成形金型のサイドゲート9方式を採用した2プレート金型構造において、スプルーブシュとその中心軸方向に回転可能な回転スリーブ2を組み込み、固定されたスプルーブシュのランナー溝10に対し、ゲート溝16を設けた回転スリーブを回転させ成形部への流路を遮断し、成形品と、スプルー12及びランナー13とを分離できる。
(もっと読む)
1 - 10 / 141
[ Back to top ]