
国際特許分類[B29C45/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799)
国際特許分類[B29C45/40]の下位に属する分類
型外から型部品間へ移動する手段を用いるもの (149)
加圧流体を用いるもの (54)
アンダーカット成形品のためのもの (222)
国際特許分類[B29C45/40]に分類される特許
1 - 10 / 374
成膜方法
【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
光学素子の製造方法及び光学素子

【課題】離型のためにコア部を突き出して成形品を取り出す際に、フランジ端面の機能を保ちつつ、光学面の変形や傷を低減できる光学素子の製造方法を提供すること。
【解決手段】型開き工程において、比較的浅い第2光学面OS2を成形する第2金型42にレンズ10を残しており、第2金型42の型開き後の突き出し工程とその後の成形品取り出し工程とにおいて、レンズ10に設けられたゲート部GPが変形することを防ぐことができる。また、第1光学面OS1を成形する第1金型41を型開き時にレンズ10が残らない金型とするため、第1金型41によって形成されるフランジ部12の部分厚さが小さくなることで第1転写面S1とパーティング面PS1との距離が比較的近くなり、第1転写面S1からエアが抜けやすくなる。以上により、レンズ10の外観不良を低減し、高精度なレンズ10を製造することができる。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
成形品取出機
【課題】繊維補強プラスチック成形体を昇降軸に固定するための硬化した接着剤の剥離を有効に抑制できる成形品取出機を提供する。
【解決手段】昇降軸8の軸線方向と直交する方向に対向する一対の側壁11,12上に、それぞれ繊維強化プラスチック成形体13,14が接着剤を介して固定する。繊維強化プラスチック成形体13,14の繊維強化部FSを構成する複数の経糸F2が昇降軸8の軸線方向(D0)に延び且つ該軸線方向と直交する方向(D2)に並び、複数の緯糸F1が軸線方向(D0)と交差する方向(D2)に延び且つ軸線方向に並ぶように昇降軸8の側壁11,12の表面上に配置する。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
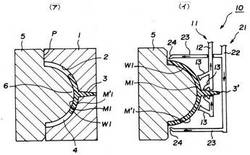
ドーム型の射出成形品の射出成形型とそのドーム型射出成形品
【課題】 本発明は、アンダーカット形状が成形品の離型変形へ及ぼす影響を抑えることができ、型開きを行う際に、成形品のトラレを防止でき、精度よく成形品を成形することができるドーム型の射出成形品の射出成形型とそのドーム型射出成形品を提供することである。
【解決手段】 可動入子30の側面に配置され、固定型22と可動型23との型開き方向に対して直交する方向にスライド可能なスライド入子31,32を設け、固定型22と可動型23との型閉め時にドームキャビティ33に連なり、ドームキャビティ33の幅よりも薄い薄肉キャビティ34を規定するとともに、スライド入子31,32は、前記ドームキャビティ33に連通される連通壁部に前記ドームキャビティ33の幅と同等幅のストレート部を構成するストレート部構成部37と、前記ストレート部構成部37に設けられ、前記ドームキャビティ33内に突出する突起形状部38と、を有する。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出圧縮成形金型及び射出圧縮成形方法
【課題】固化する前の溶融樹脂を圧縮部材により圧縮しながら押し込んで形成した凹部を有する成形品の製造において、成形品の損傷を抑制して、成形品の品質低下を抑制すること。
【解決手段】固定側金型2と可動側金型4との間に型閉じ状態において形成されている成形空間内へ射出された溶融樹脂が固化する前に、圧縮部材24を成形空間内へ移動させて固化する前の溶融樹脂を圧縮して押し込んで凹部を形成し、溶融樹脂を圧縮した圧縮部材24を溶融樹脂が固化した後に移動させて固化した溶融樹脂から離間させ、圧縮部材24を離間させた状態でエジェクターピン26を移動させて、可動側金型4に接触している固化した溶融樹脂からなる成形品Pを押圧して、可動側金型4から取り出す。
(もっと読む)
1 - 10 / 374
[ Back to top ]