
国際特許分類[B29C47/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755)
国際特許分類[B29C47/00]の下位に属する分類
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
多層または多色物品の製造 (560)
構成部品,細部または付属装置;補助操作 (3,466)
国際特許分類[B29C47/00]に分類される特許
21 - 30 / 318
植物系材料の成形体製造装置
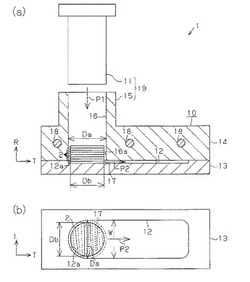
【課題】製造時の荷重を抑制しながら、植物系材料を所望の形状に成形させることができる植物系材料の成形体製造装置を提供する。
【解決手段】植物系材料の成形体製造装置1は、繊維を有する板材2を原料として供給される金型10を設け、金型10による熱圧成形により板材に流動性を発現させ、成形体を製造する。植物系材料の成形体製造装置1は、供給された板材2に荷重をかけて押圧する押圧部19と、押圧部19の押圧方向P1に対して側方に延びる型成形空間12を有し、押圧部19によって押圧された板材2を、流入口17を通じて流動させながら型成形空間12に充填する側方押出成形によって、成形体を製造する金型10とを備える。
(もっと読む)
タイヤ成形装置及びタイヤ成形方法

【課題】ストリップビルド工法でタイヤ形状を成形する場合に、ストリップゴムに対して無理な力を作用させることを抑制し、品質の良いタイヤ成形を可能にする。
【解決手段】成型用口金2aからストリップゴムを押し出す押出機2と、押し出されたストリップゴムSが巻き付けられる成形ドラム1と、を備え、押出機2の成型用口金2aを成形ドラム1に対して離間/接近させるための押出機駆動部10と、成型用口金2aに対する成形ドラム1の相対的高さ位置を変更させるための傾斜機構と、押出機駆動部10と傾斜機構を制御する相対位置関係制御部20bと、を備え、ストリップゴムSの巻き付け開始時は、成型用口金2aの高さが成形ドラム1の回転中心と同じ高さになるようにし、巻き付け開始後は、成型用口金2aの高さが成形ドラム1の巻き取り頂部と同じ高さになるように、巻き付け終了時は、再び、巻き付け開始時と同じ位置関係になるように制御する。
(もっと読む)
ガスケットの製造方法
【課題】本発明は、押出部の両端部を接続して環状のガスケットとなす際に、接続後の型成形部の反力を抑制し、全周に亘って安定したシール性を有するガスケットの製造方法を提供することを課題とする。
【解決手段】本発明のガスケットの製造方法は、押出成形により中空シール部を有する押出部を形成する押出成形工程と、押出部の両端部を連結して連結部を形成する連結工程と、連結部を所定の金型内に配置して両端部の間に配置された未加硫材料とともに両端部を型成形する型成形工程とを備え、連結部は、押出部よりも軟質の材料からなる連結ピースの端部がそれぞれ押出部の両端部における中空シール部へ挿入されてなることを特徴とする。
(もっと読む)
キャリアテープの製造方法
【課題】PET樹脂を含有する樹脂成形品から電子部品用のキャリアテープを良好に製造できるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法は、ポリエチレンテレフタレート樹脂を主として含有する樹脂成形品を粉砕する工程と、粉砕した樹脂成形品に対して、メタクリル酸グリシジル又はその重合体を主成分とする改質剤を0.75〜1.5重量%加えて混合し、混合物を生成する工程と、混合物を溶融混練して溶融混練物を生成し、溶融混練物からペレットを作製する工程と、ペレットを溶融し、270〜280℃にて押出成形してフィルムを作製する工程と、フィルムを加工して電子部品用のキャリアテープを作製する工程と、を有する。
(もっと読む)
建築材料並びにその施工方法
【課題】表面に接着性積層物を設けるのではなく、建築材料そのものを改良して接着剤との親和性を向上させ、壁紙、石膏ボード、パテとの接着強度を向上させうる建築材料を提供する。
【解決手段】ポリプロピレン樹脂、ポリエチレン樹脂、塩化ビニル樹脂などの(A)熱可塑性樹脂、および(B)アミロペクチンを含む粉粒状物質を、(A)熱可塑性樹脂100重量部に対して(B)アミロペクチンが5重量部乃至40重量部なるように、例えば(B)アミロペクチンを含有するうるち米、もち米、或いはコンスターチ等のデンプン粉粒状物質を配合し、更に必要に応じて(C)加工助剤や(D)相溶化剤を含有させた熱可塑性樹脂組成物を少なくとも接着面に有する押出成形体とし、該接着面がサンドクロスやサンドペーパーなどで前記粉粒状物質が露出するように処理されている押出成形体。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
磁場押出成形装置
【課題】スムーズに押出材料を押し出すことができ、良好な磁場配向を有する成形体を製造可能な磁場押出成形装置を提供する。
【解決手段】押出材料2Eが押出口2cから所定量押し出され、略平板状の成形体8が成形される。成形体8は、搬送部3により、第1の磁場配向部4、二次成形部5、仮乾燥部6、第2の磁場配向部7の順に搬送される。第1の磁場配向部4では、成形体8に対し磁場を印加する。二次成形部5では、成形体8は略半円筒状に成形される。仮乾燥部6では、成形体8は可撓性を損なわない程度に乾燥される。第2の磁場配向部7では、第1の磁場配向部4で発生する磁場よりも強い磁場が成形体8に印加される。
(もっと読む)
光制御板の製造方法
【課題】凹凸形状を一側面に有する光制御板をより効率的に製造可能な光制御板の製造方法を提供する。
【解決手段】光制御板の製造方法では、押出し成形で形成した樹脂シートの一側面に形状ロールを利用して凹凸形状を付形して検査用光制御板1Sを得て、検査用光制御板の凹凸形状が許容範囲内か否かを検査する。許容範囲内の場合、凹凸形状を有する樹脂シートを分割して光制御板とし、許容範囲内でない場合、形状ロールの温度及び樹脂シートの搬送速度の少なくとも一方を調整する。検査用光制御板を検査する工程では、凹凸形状の形成側と形成されていない側からそれぞれ光を入射した場合の第1及び第2の全光線透過率の少なくとも一方で規定されており凹凸形状を示す指標を取得し、基準光制御板に対する指標に基づいて、検査用光制御板に対する指標から、検査用光制御板の凹凸形状を評価する。
(もっと読む)
パージング剤およびこれを用いたパージング方法
【課題】 溶融成形機のダイ部分のように、流路が狭く高温の苛酷な環境においても優れた洗浄効果が得られるパージング剤を提供する。
【解決手段】 炭化水素系樹脂、および短周期周期表第1族および第2族の金属塩の少なくとも1種を含み、該炭化水素系樹脂に対する該金属塩の含有量が該金属に換算して1重量%超であるパージング剤を用いる。
(もっと読む)
ポリスチレン系樹脂発泡シート
【課題】 シート厚さ方向への2次発泡性が高く、かつ成形時のシートの伸びが大きく、外観及び強度にすぐれた2次発泡成形体を得ることができるポリスチレン系樹脂発泡シートを提供することを課題とする。
【解決手段】 ポリフェニレンエーテル系樹脂を含有するポリスチレン系樹脂組成物を押出機からサーキュラーダイを通して押出発泡させて得られるポリスチレン系樹脂発泡シートにおいて、少なくとも片面より300μmの厚み部分に含まれる厚み方向一直線上の平均気泡数が5個以下、該発泡シートの厚さをtmmとした場合、シート表面から2t/5〜3t/5mmの範囲の気泡の、押出方向の寸法の平均値(X)、押出方向と直交する幅方向の寸法の平均値(Y)及び厚み方向の寸法の平均値(Z)が下記式(1)及び(2)
1.05≦X/Z≦1.5・・・(1)
1.5≦Y/Z・・・(2)
を満足することを特徴とする。
(もっと読む)
21 - 30 / 318
[ Back to top ]