
国際特許分類[B29C47/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291)
国際特許分類[B29C47/12]の下位に属する分類
巾広い開口を有するもの,例.シート用 (818)
管状開口を有するもの,例.管状物品のためのもの (323)
多口押出ノズル (33)
ローラ押出ノズル (7)
国際特許分類[B29C47/12]に分類される特許
1 - 10 / 110
ゴム押出成形装置
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
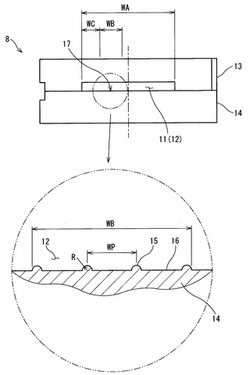
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
樹脂フィルムの製造装置および樹脂フィルム

【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置および当該製造装置で製造された樹脂フィルムを提供する。
【解決手段】 ゴムロール3は、ロール状の鉄心31と鉄心31の表面に設けられるゴム層32とからなる。さらにゴム層32は2層からなり、鉄心31に近い側に設けられる内層32aと、内層32aの外側に設けられる外層32bとからなる。内層32aを、デュロメータ硬さがA60〜A80のHTVシリコーンゴムまたはRTVシリコーンゴムのいずれかで形成し、外層32bを、デュロメータ硬さがA70〜A80のRTVシリコーンゴムで形成する。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
ゴム押出機
【課題】ゴム押出機におけるストレーナーの着脱を容易にする。
【解決手段】ゴム押出機はゴム材料を投入する投入部と、投入部に投入されたゴム材料を混練しつつヘッドに移送するスクリューと、スクリューを収容するシリンダと、シリンダのスクリュー端に装着されたヘッドと、前記ヘッドに着脱自在に取り付けられるダイホルダ20とから成る。前記ダイホルダ20は、ヘッドから給送されるゴム材料を成型する口金22と、前記口金22を保持する口金保持部26と、ヘッドから給送されるゴム材料を前記口金22に導くインサート24を備え、前記インサート24はヘッドから給送されるゴム材料の通路24bの回りにストレーナー30を着脱自在に保持するための凹部24aを備えている。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】外周に突起が形成された樹脂被覆線材の樹脂の使用量を抑える。
【解決手段】本発明の樹脂被覆装置1は、上流側から下流側へ向かって走行する金属線材の全周囲に対して溶融された樹脂を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で樹脂の被覆層が形成された樹脂被覆線材の周囲の一部に対して樹脂を長手方向に沿って断続する複数の樹脂突起6を形成する突起形成手段7と、金属線材を走行させる走行状態と金属線材の走行を一時的に停止した停止状態とで切り換え自在に金属線材を引き取る引取手段とを備えており、被覆手段4は引取手段が停止状態にある際に溶融した樹脂を突起形成手段に供給可能とされ、突起形成手段7は引取手段が停止状態である際に被覆手段4から溶融した樹脂が供給されて樹脂突起を形成する金型を有しているとともに引取手段が走行状態である際に樹脂突起を金型外へ取出可能とする金型開閉部を有している。
(もっと読む)
絶縁電線の製造方法
【課題】絶縁被覆層の押出被覆時において成形金型先端でのカス(目脂)の発生を防止するとともに成形金型の長期耐久性を確保し、良品の絶縁電線を安定して製造できる製造方法を提供する。
【解決手段】本発明に係る絶縁電線の製造方法は、成形金型に導体と樹脂組成物とを挿通させて該導体の外周に絶縁被覆層を押出被覆する絶縁電線の製造方法であって、前記成形金型は、少なくとも前記樹脂組成物と接する面に非晶質炭素被膜を備えており、前記非晶質炭素被膜は、窒素を含み、かつ該窒素が前記非晶質炭素被膜を構成する炭素と結合していることを特徴とする。
(もっと読む)
ゴム押出成形装置
【課題】ダイプレートから吐出されるゴムの流速の幅方向の均一化に寄与しうるプリフォーマ9の提供。
【解決手段】このプリフォーマ9は、ゴム押出成形装置のゴム出口において、ゴム成形品の断面形状に対応するゴム吐出口15を有するダイプレートの上流側に隣接して配置されており、ゴム流入口11と、ダイプレートにゴムを供給するゴム流出口12と、上記ゴム流入口11とゴム流出口12とを連通するゴム流路13とを有しており、上記ゴム流路13の底面35が、ゴム流出口12に向けて、ゴム流れ方向に対して傾斜した傾斜面として形成されており、流入口11からゴム流出口12にかけて、ゴム流路13内への隆起度(高さ)が漸増する突起37が形成されている。
(もっと読む)
雨樋
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋を提供する。
【解決手段】合成樹脂の押出成形品よりなる雨樋である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してあると共に、前記溝のピッチが前記溝の深さ以上である。前記溝の側面と該溝間にある凸部の側面とが一傾斜面となって連続することで波状となる。
(もっと読む)
雨樋の製造方法
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋の製造方法を提供する。
【解決手段】合成樹脂の押出成形による雨樋の製造方法である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1を、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続し、且つ、前記溝1のピッチが前記溝1の深さ以上となり、且つ、前記溝1の側面と該溝1間にある凸部2の側面とが一傾斜面となって連続することで波状となるように、押出成形する。
(もっと読む)
押出し機の口金製作方法および押出し機の口金
【課題】簡単かつ短時間で押出し機の口金を製作する。
【解決手段】データベースから膨らみ度(口金20の開口21の断面積を開口21の周囲長で除した値)Aが新規口金の膨らみ度Bに最も近似する既使用の口金20を検索して取り出した後、該口金20のスウェル率Cと新規帯状部材の断面積を基に新規口金の開口断面積を求めて新規口金を製作するようにしたので、データベースには既使用口金20の膨らみ度A、スウェル率Cに関するデータが蓄積されていればよく、データの測定および入力が簡単な作業となって口金を簡単かつ短時間で製作することができる。
(もっと読む)
1 - 10 / 110
[ Back to top ]