
国際特許分類[B29C47/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出された物品用コンベアー (15)
国際特許分類[B29C47/34]に分類される特許
1 - 10 / 15
樹脂発泡体展開補助装置
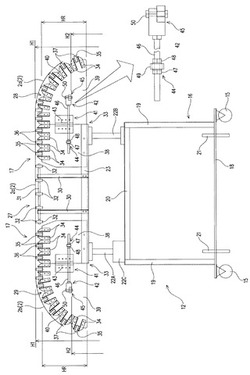
【課題】 樹脂発泡体を確実にシート状に展開することができ、樹脂発泡体自体の揺れによる幅方向端辺の幅方向での変移を抑えることができる樹脂発泡体展開補助装置の提供。
【解決手段】 連続的に円筒状に形成される樹脂発泡体が送り方向に送られるのに伴い該樹脂発泡体を周方向の一箇所で連続的に切断する切断部と、該切断部で切断されシート状に展開された樹脂発泡体の幅方向各端部側に配置されて幅方向各端辺の幅方向位置を調節する挟持ローラとを備えたシート製造装置における、前記挟持ローラと切断部との間に配置され、該切断部から挟持ローラに至る途中で樹脂発泡体にテンションを付与可能に構成されるとともに、切断された樹脂発泡体の幅方向各端部側をそれぞれ載せて案内する案内部を備え、該各案内部は幅方向外側部が順次下傾斜している樹脂発泡体展開補助装置。
(もっと読む)
未加硫ゴムの押し出し方法及び押し出し制御装置

【課題】押し出し再開の初期段階において、未加硫ゴムの形状や重量を早期に安定させ、不具合品の発生を抑制することができる未加硫ゴムの押し出し方法及び押し出し制御装置を提供する。
【解決手段】押し出し機により押し出された一定形状の未加硫ゴムを搬送コンベア上に載せて搬送する未加硫ゴムの押し出し方法であって、未加硫ゴムが充填された押し出し機が停止した後に押し出しを再開する時に、未加硫ゴムが一定形状を保つように予め定められた一定の搬送速度で、所定時間または所定長さ未加硫ゴムを搬送する未加硫ゴムの押し出し方法。および前記のように制御する制御手段を備えている未加硫ゴムの押し出し制御装置。
(もっと読む)
ゴム部材の冷却装置
【課題】水槽の長さを長くすることなく、押出機から押し出されたゴム部材を効率よく冷却することのできるゴム部材の冷却装置を提供する。
【解決手段】ゴム部材20を冷却する水槽11中に設けられてゴム部材20を搬送する水槽内コンベヤ12を、上昇部12aと下降部12bとが交互に配置されて上下方向に蛇行する搬送路を有するベルトコンベヤとするとともに、搬送路の凸部であるプーリー122,124近傍ではゴム部材20の上面20aが水面上にありかつ下面20bが水面下にあり、凹部であるプーリー123近傍ではゴム部材20の上面20aが水面下にあるように、プーリー121〜125を配置して、水槽内コンベヤ12の搬送路を長くした。
(もっと読む)
医療用チューブの製造装置、製造方法および医療用チューブ
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
長尺ゴム部材の牽引装置、長尺ゴム部材の牽引方法、及び長尺ゴム部材の製造方法。
【課題】長尺ゴム部材の牽引時において、長尺ゴム部材に不具合が生じるのを抑制しつつ、長尺ゴム部材の滑りを抑制する長尺ゴム部材の牽引装置を提供することが目的である。
【解決手段】未加硫ゴムホース91を長手方向に牽引する牽引装置10であって、未加硫ゴムホース91の牽引経路上に間隔をあけて複数配置され、未加硫ゴムホース91の外周面を一方側から押圧しつつ牽引方向Kへ移動するホース押圧部材20と、牽引経路上にホース押圧部材40と重ならないように複数配置され、未加硫ゴムホース91の外周面を一方側に対して反対側から押圧しつつホース押圧部材20と共に牽引方向Kへ移動するホース押圧部材40と、を牽引装置10が有することで、未加硫ゴムホース91の牽引時において、未加硫ゴムホース91に不具合が生じるのを抑制しつつ、未加硫ゴムホース91の滑りを抑制することができる。
(もっと読む)
搬送装置及び方法
【課題】溶融した樹脂材料の切断片を効率的に搬送するのに適した、簡素な構造の搬送装置を提供する。
【解決手段】搬送装置10は、溶融樹脂片3を搬送するスライダー11と、スライダー11の側面に所定の間隔を隔てて配設され、溶融樹脂片3の搬送方向に向けて高圧水流14を噴出するノズル13とを備える。高圧水流14は、溶融樹脂片3を冷却しつつ搬送方向に高速に搬送する。
(もっと読む)
防曇性ポリオレフィン系シートの成形体および食品包装用成形体
【課題】防曇剤を含む層の塗膜強度が高く、かつ、大量の防曇剤を使用せずとも高い防曇効果を発揮できる防曇性ポリオレフィン系シートの成形体を提供すること。
【解決手段】本発明の防曇性ポリオレフィン系シートの成形体は、複数の冷却ロールに巻装されたエンドレスベルトと鏡面冷却ロールとの間に溶融ポリオレフィンを導入後、前記エンドレスベルトおよび鏡面冷却ロールで前記溶融ポリオレフィンを圧接してシート状に成形するとともに、急冷してポリオレフィン系樹脂シートを成形するシート成形工程と、このシート成形工程により得られたポリオレフィン系樹脂シートの少なくとも一方の表面に、防曇剤とバインダ樹脂との混合水溶液であって前記防曇剤および前記バインダ樹脂を固形分量としてそれぞれ10〜400mg/m2を塗布した後、乾燥させてコート層を形成するコート層形成工程と、を備える防曇性ポリオレフィン系シートの製造方法により得られる防曇性ポリオレフィン系シートを熱成形して得られることを特徴とするものである。
(もっと読む)
製膜方法
【課題】ポリマーフィルムの傷やしわ等を防止する。
【解決手段】溶液製膜設備は、搬送手段として駆動ローラ48を備える。駆動ローラ48は、溶媒を含む状態でバンドから剥がされたポリマーフィルム12を搬送する。駆動ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
押出機よりの排出溶融樹脂の搬送方法及び装置
【課題】本発明は、振動コンベアを用いて切断片を搬送することにより、簡単な構造で耐熱性を向上させることを目的とする。
【解決手段】本発明による押出機よりの排出溶融樹脂の搬送方法及び装置は、ダイバータバルブ(1)の排出口(1a)に設けた切断装置(2)により切断して排出される切断片(3)を振動コンベア(21)上に供給し、振動コンベア(21)上で移送される切断片(3)に対して冷却水供給部(30)から冷却水(4)を供給して冷却する方法と構成である。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
1 - 10 / 15
[ Back to top ]