
国際特許分類[B29C47/92]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 計量,制御または調整 (461)
国際特許分類[B29C47/92]に分類される特許
1 - 10 / 461
ゴム部材の製造装置及びゴム部材の製造方法
【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
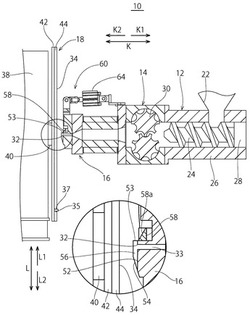
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
フィード押出機およびフィード押出方法

【課題】押出機本体の押出し口から吐出されるゴムの吐出量を一定化することができ、このためテイクアウェイコンベアの搬送速度を一定化することができ、シュリンクや波打ち等の不良を発生させることがないフィード押出機およびフィード押出方法を提供する。
【解決手段】スクリューによって押出し口からゴム材料を押し出す押出機本体と、押出機本体のホッパーの上流側に設けられ、ホッパーに投入されるゴム材料の重量を計量する計量器と、押出機本体のスクリューの回転数を制御する制御装置とを備え、制御装置が、計量器によって計量されたゴム材料の計量値に基づいて、スクリューの回転数を制御することによって、押出し口から吐出されるゴムの吐出量を一定化するように構成されているフィード押出機、および前記フィード押出機を用いた押出方法。
(もっと読む)
押出トレーンおよび押出方法
【課題】タイヤ製造に使用するゴム部材を高い生産性を以て生産する方途を提供する。
【解決手段】本発明による押出トレーン1は、供給されたゴム材料を混練して所定の横断面形状を有するゴム部材Pとして押し出す押出部2と、押し出されたゴム部材Pを搬送する搬送部3とを有する押出トレーンにおいて、ゴム部材Pの押出速度および押し出されたゴム部材Pを搬送する搬送速度を制御する制御部4と、押出部の下流に押し出されたゴム部材Pの表面温度を測定する温度測定部5とを備え、制御部4は、測定されたゴム材料Pの表面温度に基づいて押出速度および搬送速度を制御するようにする。
(もっと読む)
アクリル系樹脂板、並びにそれを用いた耐擦傷性樹脂板およびディスプレイ用保護板
【課題】高温環境下での反り変形が抑制されるアクリル系樹脂板を提供することである。
【解決手段】アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法及び装置
【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
シート製造装置及びシートの製造方法
【課題】所望の厚みを有するシートを製造するまでの製造時間の短縮化を図ることができるシート製造装置及びシートの製造方法を提供すること。
【解決手段】溶融樹脂をシート状に吐出し、該樹脂の吐出間隙21を調整する複数の厚み調整手段22を有するダイ20と、吐出された樹脂から成るシートの厚みを、その幅方向に沿って測定する厚み測定器50と、その測定結果から作成した厚みプロファイルに基づいて複数の厚み調整手段22の操作量を制御する制御手段60を備え、制御手段60は、厚みプロファイルと所望の厚みプロファイルとの偏差プロファイルを作成する偏差プロファイル作成処理部613と、偏差プロファイルを複数の空間周波数帯域成分に分離する帯域分離処理部614と、分離された複数の空間周波数帯域成分のうち択一的に選択された空間周波数帯域成分について、所定の制御定数を用いて操作量を算出する操作量算出処理部616を備えている。
(もっと読む)
多層フィルムの製造方法およびフィードブロック
【課題】エッジ単層部を有する多層フィルムを、各樹脂間の境界を簡便にシャープにできる製造方法およびそれに用いるフィードブロックの提供。
【解決手段】単層ダイの上流側に樹脂Aを多層部用樹脂Aとエッジ部用樹脂Aとに分岐させる分岐部と、多層部用樹脂Aと樹脂Aとは異なる樹脂Bとを溶融状態で合流させて積層体Cを形成させる第1の合流部と、前記積層体Cの幅方向の両端部に前記エッジ部用樹脂Aを溶融状態で付加して積層体Dを形成する第2の合流部とを有するフィードブロックを用い、前記第1の合流部における樹脂Bの平均速度と多層部用樹脂Aの平均速度の合流流速比が0.5〜2.0、前記第2の合流部における積層体Cの平均速度と、エッジ部用樹脂Aの平均速度の合流速度比が0.5〜2.0である多層フィルムの製造方法とフィードブロック。
(もっと読む)
多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構
【課題】 ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、巻取り工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供する。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
(もっと読む)
光学フィルム及びそれを備える液晶表示装置
【課題】
配向複屈折及び光弾性複屈折がともに小さく、耐屈曲性、耐クラック特性、引張り強度等の機械特性に優れる光学フィルムを提供すること。
【解決手段】
溶融樹脂を押出機のダイリップからキャストロール上に連続的に吐出して製膜された光学フィルムであって、溶融樹脂は、ホモポリマーとしたときに負の固有複屈折率を示す(メタ)アクリレートモノマー(A)75〜99質量%と、ホモポリマーとしたときに正の固有複屈折率を示す(メタ)アクリレートモノマー(B)1〜25質量%との共重合体を含有し、ダイリップからの溶融樹脂の吐出速度V1(m/分)に対する、キャストロールの表面速度V2(m/分)の比V2/V1が、1.2以上15以下である、光学フィルム。
(もっと読む)
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
1 - 10 / 461
[ Back to top ]