
国際特許分類[B29C49/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269)
国際特許分類[B29C49/08]の下位に属する分類
機械的手段を用いるもの (76)
圧力差を用いるもの,例えばプリブローイング (10)
国際特許分類[B29C49/08]に分類される特許
1 - 10 / 183
透明ボトルの製造方法及び透明ボトル
【課題】本発明はプロピレン系樹脂組成物により形成される透明ボトルの製造方法に関し、高い透明度と強度を実現することを課題とする。
【解決手段】
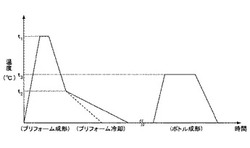
樹脂原料としてプロピレンホモポリマー及び/又はプロピレン共重合体からなる樹脂組成物を原料とし、容量が100〜2,000mlであり、胴部の相当直径と高さの比が1:0.5〜1:5であり、胴部の肉厚が0.7〜1.3mmで、胴部のヘイズ値が5%未満で、かつ胴部の座屈強度が100N以上である透明ボトルを射出延伸ブロー成形法により製造する透明ボトルの製造方法であって、射出成形金型内で110℃以下に冷却してプリフォームを製造する射出成形工程と、前記プリフォームを延伸ブロー成形して透明ボトルを製造する延伸ブロー成形工程と、を有することを特徴とする透明ボトルの製造方法。
(もっと読む)
角型樹脂製容器及びブロー成形金型

【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、輸送時等にプラスチックボトルの底部先端が潰れる不具合を防止することが可能な、プリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、内径D1をもつ胴部20と、底部30とを備えている。底部30は、その断面形状において、半径R1をもつ外面中央部35と、半径R2をもつ外面周縁部36と有する外面31と、半径R3をもつ内面中央部37と、半径R4をもつ内面周縁部38と有する内面32とを有し、(a)R2<R1、(b)D1/2<R3<R1、および(c)R4<R3という関係を満たす。底部30の形状を扁平形状としたことにより、ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、加圧しているにも関わらず輸送時や搬送時にプラスチックボトルの底部先端が潰れる不具合を防止することができる。
(もっと読む)
樹脂製容器
【課題】落下強度を向上させることが可能な樹脂製容器を提供する。
【解決手段】プリフォーム品をブロー成形により成形することで、胴部の端部に自立可能な底部15が形成された樹脂製容器1であって、底部15は、その中心側に設けられた平面状の平面部21と、平面部21に連続して設けられ、胴部の内部側に向かって湾曲する凸状曲面部22と、凸状曲面部22に連続して設けられ、胴部内部側に突出するとともに、凸状曲面部22と連続する環状リブ23と、環状リブ23に連続して設けられた複数の脚部24と、を備える構成とする。
(もっと読む)
圧力パッドを有しプラスチック製予備成形物をプラスチック製容器に成形するための装置
【課題】圧力パッド配列の圧力パッドは、少なくとも一方のブロー金型運搬部と当該ブロー金型運搬部に配置されたブロー金型部とを両者の間に作用する力によって互いに引き離すために、流動性を有する圧力媒体を作用されることができる、プラスチック製予備成形物をプラスチック製容器に成形するための装置を提供する。
【解決手段】圧力パッド配列は、ブロー金型運搬部6aとブロー金型部4aとの間に作用する力が、ブロー金型部4aの周囲方向の第1の所定の領域B1に作用する第1の力成分F1と、ブロー金型部4aの周囲方向の第2の所定の領域B2に作用する第2の力成分F2とを有し、第1の領域B1と第2の領域B2とが互いに離れて位置し、第1の力成分F1および第2の力成分F2の方向が互いに対して0°ではない角度をなすように設計される。
(もっと読む)
合成樹脂製壜体及びその成形方法
【課題】 本発明はホットパリソン法に伴う、二軸延伸ブロー成形による小型で厚肉の壜体に係る問題に鑑みてなされたものであって、特にブロー成形壜体の底部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶様の高品位な外観を呈する小型で厚肉の壜体を提供することを目的とする。
【解決手段】 射出成形による有底筒状の合成樹脂製プリフォームのホットパリソン法による2軸延伸ブロー成形による合成樹脂製壜体の成形方法において、プリフォームを、このプリフォームの底部の内周面の中央に相当する先端部中央に凸部を突設、配置したコア金型を有する射出成形金型を使用して射出成形する。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法
【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
1 - 10 / 183
[ Back to top ]