
国際特許分類[B29C49/46]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
国際特許分類[B29C49/46]に分類される特許
1 - 10 / 14
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
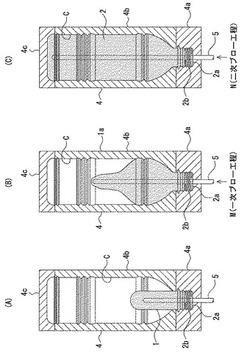
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去し、上記金型における上記容器の口部に対応する箇所は上記容器の中央部に対応する箇所よりも低い温度に設定して容器の口部の変形を防止するようにした成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
容器をブロー成形するための方法および装置

【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
液体食品を包装する方法及び装置
本発明は、加熱されたプリフォームから形成された熱可塑性容器内に所定(1)量の飲料を供給する方法及び装置であって、プリフォームが金型内に配置される、方法及び装置において、方法が、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分かの飲料を注入するステップを含み、金型が容器の形状を画定し、延伸ロッド(10)の長手方向変位が、加熱されたプリフォームの長手方向伸びを確保にする所与の期間中に行われ、延伸ロッドが所与の期間の最後に固定され、所定量の、好ましくは50%に等しい事前に定義された割合を上回る量の飲料が、所与の期間の前記最後に凹み内に存在することを特徴とする、方法及び装置に関する。 (もっと読む)
液体食品を包装する方法及び装置
金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
液体食品を包装する方法及び装置
本発明は、注入ヘッド(18)に対向する開口部を有する金型内に配置されたプリフォームから形成された熱可塑性容器内に所定量の飲料を供給する方法及び装置に関し、本方法は、プリフォームを、注入ヘッド(18)に接続された第1の回路によって供給される滅菌流体に露出する事前ステップと、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に、注入ヘッド(18)に接続された第2の回路によって供給される飲料の少なくとも幾分かを注入するステップと、を含み、金型が容器の形状を画定することを特徴とする。 (もっと読む)
液体食品を包装する装置
本発明は、加熱されたプリフォーム(110)から形成された熱可塑性容器内に飲料を供給する装置に関連し、プリフォームがおよそ円筒状であり且つ金型内に配置される装置において、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも1種の飲料を注入する注入手段を有し、金型が容器の形状を画定し、前記注入手段が、凹みの口部を通して少なくとも1種の飲料を注入するように設計された注入ヘッド(18)を備え、前記注入ヘッドが金型に組み込まれている装置に関する。 (もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
液体または液圧ブロー成形
プラスチック容器の形成および充填を同時に行う装置および方法が提供される。金型キャビティは内面を画定し、プリフォームを受け入れるように構成される。圧力源は入口およびピストン状デバイスを含む。ピストン状デバイスは、入口を通して圧力源に液体を引き込む第1の方向、およびプリフォームに向かって液体を付勢する第2の方向に動作可能である。ブローノズルは、圧力源から液体を受け、液体を高圧でプリフォーム内に送出し、それによって金型キャビティの内面に向かってプリフォームを膨張させ、結果として得られる容器を作成するように構成することができる。液体は最終製品として容器内に残る。 (もっと読む)
個々の材料の性質を保持する成形品及びその製造方法
【課題】新規で異なる複数の材料を中空部品の全長、壁部若しくは部分に組み込み、特に電気的、熱的、磁気的に伝導又は絶縁部分などの異なる性質を組み込み部分に有する各種ブロー成形品を得る方法とその成形品の提供。
【解決手段】 異なる材料から成形品の異なる部分を製造する成形品10の製造方法であって、樹脂と充填材料を選択することにより、異なる性質をそれらが必要とされる成形品中の様々な位置12,26,30の各々の領域14,28,32に取り込まれる。成形後にすべての充填材料がまわりの樹脂に密着するように成形品にガスまたは液体のアドヒージョン液が適用される。
(もっと読む)
液圧又は水圧ブロー成型
プラスチック容器の形成および充填を同時に行うための装置及び方法が提供される。鋳型空洞は、内部表面を規定し、予備成型体を受け入れるようになっている。圧力源は、入り口及びピストン状装置を含む。ピストン状装置は、液体を入り口を通って圧力源内に引き込む第1の方向及び液体を予備成型体に向かわせる第2の方向に移動可能である。ブロー・ノズルは、圧力源から液体を受け取り、液体を高圧で予備成型体内に送り、それによって予備成型体を鋳型空洞の内部表面に向かって拡大させ、結果として得られる容器を作るようになっている。この液体は容器内に最終製品として残る。  (もっと読む)
(もっと読む)
1 - 10 / 14
[ Back to top ]