
国際特許分類[B29C49/78]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 計量,制御または調整 (96)
国際特許分類[B29C49/78]の下位に属する分類
検査,例.漏洩のための (22)
国際特許分類[B29C49/78]に分類される特許
1 - 10 / 74
中空成形機の制御方法
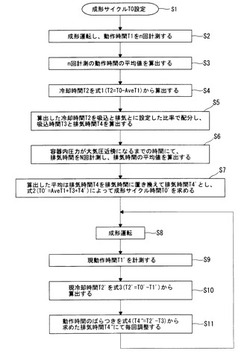
【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
中空成形方法

【課題】電動中空成形機では、その電気系駆動機構であるサーボモータとかシーケンサとかの制限によって型締装置の動作にて有効な短縮化を達成することができなかった。
【解決手段】ヘッド2から垂下した筒状パリソンを型締装置7の駆動によって成形金型6にて挟んだ型閉後、型締を行い、ブローピン8a,8b下方に成形金型6をスライド移動させ、下動したブローピン8a,8bからエアを吹き込んでパリソンを膨らませて成形品を成形し、エアを排気し、ついで成形金型6をヘッド2下方に逆方向にスライド移動させる中空成形法において、操作画面20に成形品の水平方向の最大外形寸法値および筒状パリソンの外径値を入力し、最大型開定点からこれら値のいずれか大きい値に至る型閉時間を計測し、成形金型の型閉位置から当該大きい方の値に所望の値を加算してなる寸法位置にて成形金型6の逆方向のスライド移動を開始し、ついで計測した型閉時間に相当する位置にて型閉を開始させる。
(もっと読む)
樹脂製ボトルの製造方法
【課題】樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することによって、樹脂製ボトルの製造効率を向上させる。
【解決手段】プリフォーム1の胴部12に設定された複数の検査部位12a〜12cのそれぞれの肉厚を計測し、計測された肉厚のそれぞれを予め設定された設定値と比較することによって、計測された肉厚と、設定値との差異を検査部位毎に検査する。そして、検査部位毎の検査結果に応じて、ブロー成形用ヒータの温度を調整する。これによれば、樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することができる。
(もっと読む)
中空成形機用パリソン肉厚調整方法及び装置
【課題】本発明は、クロスヘッド内部温度をパリソン設定波形の補正に用い、安定した中空成形品を得ることを目的とする。
【解決手段】本発明による中空成形機用パリソン肉厚調整方法及び装置は、パリソン(8)の肉厚(9)を調整するためのパリソンコントローラ(10)は、クロスヘッド(2)に設けられた温度検出センサ(42)から検出されたクロスヘッド(2)内のクロスヘッド内部温度(40a)を成形条件であるパリソン設定波形(32a)の補正に用いる方法と構成である。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
ブロー成形装置およびブロー成形方法
【課題】成形する季節によらず、成形品の品質を一定にすることができる、ブロー成形装置およびブロー成形方法の提供。
【解決手段】樹脂Pが金型12に奪われる第1の熱量Qkと、樹脂Pが樹脂P内から排出されるエアに奪われる第2の熱量Qaと、を算出し、第1、第2の熱量Qk,Qaの和が所定値Qcに達したときにエアの樹脂P内への吹き込みを停止して樹脂Pの冷却を終了する。そのため、所定値Qcを季節によらず一定にしておくことにより、樹脂冷却後に樹脂Pに残っている熱量Qjbは季節によらず一定になる。そのため、季節によらず成形品の品質を一定にすることができる。
(もっと読む)
ボトル成型設備の情報管理方法及び情報管理システム並びにボトル成型設備
【課題】成型された樹脂製ボトルに不備な点が発見されて排除された時に、不備となった原因を、プリフォームの製造時にまで追跡できるようにする。
【解決手段】コンテナ受取部3と、複数のコンベア装置9を設け、その複数のコンベア装置9により搬送されたコンテナ2からプリフォーム1を受け取って成型するブロー成型機6を設け、複数のコンベア装置9夫々にプリフォーム情報一時保管手段18を設けておいて、コンテナ2に付設のプリフォーム情報を読み取り、複数のコンベア装置9間でコンテナ2を受け渡しながら搬送すると同時に、その受け渡すコンテナ2におけるプリフォーム情報を順次リレー式に複数のプリフォーム情報一時保管手段18に受け渡し、プリフォーム情報一時保管手段18におけるプリフォーム情報を、ブロー成型機6によりプリフォーム1から成型される樹脂製ボトルに関連付けて保管しておく。
(もっと読む)
制御されたパラメータ選択で容器を取り扱うためのプラントを稼働する方法および装置
【課題】誤った設定や間違った製品を選択しないで、飲料容器の製造の間に型の変更を容易に行うことができるプラント稼働方法および装置を提供する。
【解決手段】容器2の取り扱いのためのプラントを稼働する方法であって、容器2は、プラントの第1取り扱いユニットによって、事前設定された取り扱いパラメータBPで取り扱われる。これらの取り扱いパラメータBPは、少なくとも一部を、取り扱われる容器2の製品パラメータPP(容器の特性)に少なくとも一部依存して、変更することができる。容器2の少なくとも1つの製品パラメータPPの特性が、その容器2に関連付けられた認識マーク80を検出することで決定されるともに、少なくとも1つの取り扱いパラメータBPが、この特徴的な製品パラメータPPに基づいて変更される。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、クロスヘッドの下方位置に、動作機構を介して複数の非接触型のセンサを直線移動させ、パリソン長、ドローダウン量、パリソンスウェルの観測を行うことを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(3)の下方に複数の非接触型のセンサ(92)が動作機構(91)を介してラジアル方向(A,B)に直線移動可能に配設され、パリソン(3)の最下部(3a)と各センサ(92)との距離を演算部(94)で演算し、パリソン長、ドローダウン量、パリソンスウェルの観測を行う方法と構成である。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
1 - 10 / 74
[ Back to top ]